

����ʱ���ȵ�س���ʧЧ�ʽ���ʮ�ڷ�֮һ����������Щ����
ʱ��:2023-09-08 20:32��Դ:NEʱ������Դ ����:Leslie
���:
��
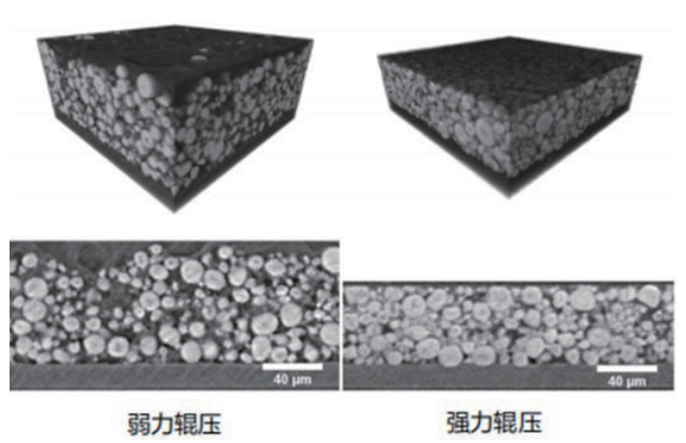
�������г��Ŀ��ٴ����£���������ľ������Ȼ���������ͷ�����̣����ǵڶ������ݶӳ��̣������������β����Ǽۺ����γ�����۽�����ѹ����
�������������������ʣ���Ч��
�����н� 50 ��ϸ�ֹ���Ķ�����ز�����˵�����ϡ��豸�����յȸ����ڵİ����֮һʧЧ�ʵĵ��ӣ�������������������������δ�� TWh �������г��У��κ�һ��ٷֱȶ������Ŵ̶�Ӱ�������ߺͿͻ�������ҵ�����Ρ�

�õ��ʧЧ�ʽ���ppb��Ϊ����





�������������Ľ��������߸��˹۵㣬���й���������ء���ԭ�����Լ����г������ֺ�����δ������֤ʵ���Ա����Լ�����ȫ�����߲������ݡ����ֵ���ʵ�ԡ������ԡ���ʱ�Ա�վ�����κα�֤���ŵ������߽����ο����������к�ʵ������ݡ�
������ע�� ����Դ��XXX�����й�������ˣ�������Ʒ����ת��������ý�壬ת��Ŀ�����ڴ��ݸ�����Ϣ����������������ͬ��۵�Ͷ�����ʵ�Ը���
������Ʒ���ݡ���Ȩ������������Ҫͬ������ϵ�ģ�����һ���ڽ��У��Ա����Ǽ�ʱ������
QQ��503204601
���䣺cbcu@cbcu.com.cn
������ע�� ����Դ��XXX�����й�������ˣ�������Ʒ����ת��������ý�壬ת��Ŀ�����ڴ��ݸ�����Ϣ����������������ͬ��۵�Ͷ�����ʵ�Ը���
������Ʒ���ݡ���Ȩ������������Ҫͬ������ϵ�ģ�����һ���ڽ��У��Ա����Ǽ�ʱ������
QQ��503204601
���䣺cbcu@cbcu.com.cn
����ϲ��
-
��������4������37��ŷԪ��ŷ��ض���������ʱ�����ͻ�
2024-06-04 09:49 -
�Ϳվ��á���ɡ�����س�Ҫ�����¹��¡�
2024-06-03 09:48 -
��ҵΨһ���������ƿ�쭣���һ������ʱ����
2024-05-21 12:07 -
���Ĺ�̬��أ����ǵ�����ʱ��
2024-05-16 11:11 -
������2.0ʱ������������ҵ������㿪������
2024-04-30 09:18 -
һ�顰��ء� ��������Դ��ҵ����ʱ����
2024-04-26 08:36 -
Ϊ�ζ�����ػ����Ҳ����Լ��ġ�����ʱ������
2024-04-24 11:13 -
�й���ؽ���������ʱ���복����������
2024-04-24 09:19 -
���ܿƼ����³����r��ӭս������ز�ҵ�ʱ��TWhʱ��
2024-04-15 09:49 -
�������˫��ͷ����������쳵�г� ���ǵ�3�·ݶ������ʱ��
2024-04-12 10:22
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ר��


�������
-
��������4������37��ŷԪ��ŷ��ض���������ʱ�����ͻ�
2024-06-04 09:49 -
�Ϳվ��á���ɡ�����س�Ҫ�����¹��¡�
2024-06-03 09:48 -
��ҵΨһ���������ƿ�쭣���һ������ʱ����
2024-05-21 12:07 -
���Ĺ�̬��أ����ǵ�����ʱ��
2024-05-16 11:11 -
������2.0ʱ������������ҵ������㿪������
2024-04-30 09:18 -
һ�顰��ء� ��������Դ��ҵ����ʱ����
2024-04-26 08:36 -
Ϊ�ζ�����ػ����Ҳ����Լ��ġ�����ʱ������
2024-04-24 11:13 -
�й���ؽ���������ʱ���복����������
2024-04-24 09:19
�����ȵ�
-
2024﮵�����б���
2024-05-24 18:59 -
���﮵���Ŀ��ֹ���ذ��ļ�������ҵ����������ܣ�
2024-05-15 19:12 -
С����ֵ�����죬������ʱ���������ʹ�˾��
2024-05-20 19:05 -
Я�ֶ�������������ҵ5����������Ŀ����/ǩԼ!
2024-05-21 18:46 -
�ذ�������Դͻ���������ã���̬���������������
2024-05-28 18:18 -
Ͷ�ʳ�25��Ԫ�����﮵���ҵ�������������ػ�ѧƷ��Ŀ
2024-05-22 19:20 -
��һ10GWh��Ŀ��������̬��ؾ����ҵ����Ҫ��ã�
2024-05-11 19:17 -
����ʱ�������ǵϡ��д��º���ͬ����ε�����ֵ�����
2024-05-09 18:48

©2017 ��Ȩ���� ��ɫ�ǻ���Դ�����о�Ժ ������̩�Ƽ�������������˾ �а� Power by DedeCms
��ֵ�ɾ���ҵƷ�ƣ��߳�Ϊ���ṩ�������ȵ���Ѷ
��ICP��2024061100��
��ֵ�ɾ���ҵƷ�ƣ��߳�Ϊ���ṩ�������ȵ���Ѷ
��ICP��2024061100��
 �Ź��ں�
�Ź��ں�