

�缫ѹʵ�ܶȶ��ڵ��Һ�����Ե�Ӱ��
ʱ��:2018-12-13 10:27��Դ:����ԴLeader ����:��Ϣ
���:
��
ѹʵ�ܶ����������������зdz����ص�һ��ָ�꣬ѹʵ�ܶ�Խ�ߣ���ͬ����������ܹ�װ�����ĵ缫�����������������ڲ���ռ�ȣ��Ӷ�������ص���������ܶȺ����������ܶȡ���Ȼ��ѹʵ�ܶ�Ҳ����Խ��Խ�ã�ͨ�����ԣ�����ѹʵ�ܶȵ���ߣ��缫�Ŀ�϶�ʻ����ͣ�ͬʱ�缫����֮��Ŀ�Ҳ����Ϊ�缫�ļ�ѹ���������Σ����������ȵ����ߣ����µ��Һ�ڵ缫�ڵ���ɢ���ѣ������ں���Ͼ��ǵ缫�Ľ����Խ��͡����ѡ����ʵ�ѹʵ�ܶȣ������������ӵ�ص������ܶȣ�ͬʱ����������Ӱ������ӵ�ص��������ܾ��Ե���Ϊ��Ҫ��
���պ�������ѧ��SangGun Lee����һ���ߣ���Dong Hyup Jeon��ͨѶ���ߣ����ö����������������Ե��Һ�ڶ�ά����ӵ缫ģ���е���ɢ�Ķ���ѧ���Խ������о����о������缫����ѹ���������ᵼ�µ缫�������������½����ر����ڸ�ѹʵ�ܶ��£����Һ�ڴ�ֱ�缫�����ϵĽ���dz�С�����Һ��Ҫ�����ڵ缫�����Ĥ�ϡ�����������ѹ�����п������νϴ�����������������ͬ����ѹ�����¸����Ľ����Ը��
��������������LBM����Դ�ڶ�����������о���LBM�еĿ������÷ֲ�����������ʽ��ʾ��ģ�⣬����f��ʾ��λ��x��ʱ��t��λ�÷��ֿ����Ŀ����ԡ�

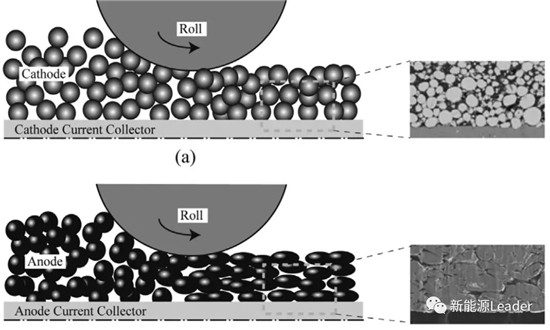
����ӵ���г��õ��������ϣ�����LiCoO2 (LCO)��LiMn2O4 (LMO)��Li(NiCoMn)O2 (NCM) �� LiFePO4 (LFP)�ȶ����зdz����Ӳ�������ѹ�Ĺ����в��ᷢ�����Σ������Ƿ����˿����������Ų�����ʯī�����Ŀ�����ԱȽ������������ѹ�����лᷢ�����Ա��Ρ���һ���ܹ�����ѹ��ĵ缫SEM��Ƭ�еõ���֤������ͼ��ʾ������ͼ���ܹ�������������ѹ�������Ȼ�������ε���״�����������Ѿ����������Եı��Ρ�����ڸ�������ѹ�У�����Ҫ����ѹʵ�ܶȶ��ڵ缫��϶�ʵ����ص�Ӱ�죬����Ҫ�������������ʿ�������ѹ�����з������α俼�����ڡ�
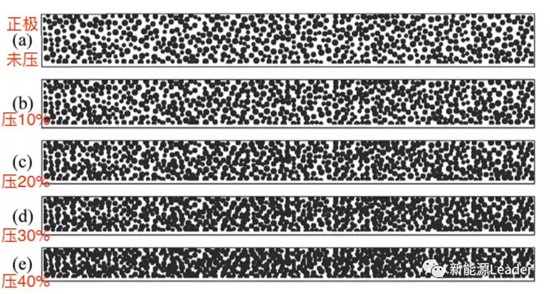
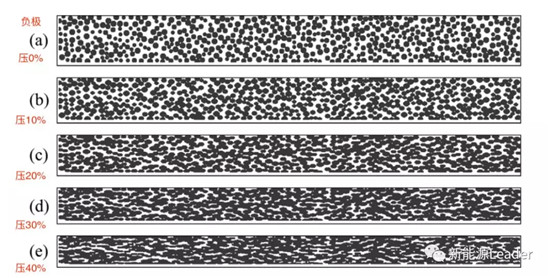
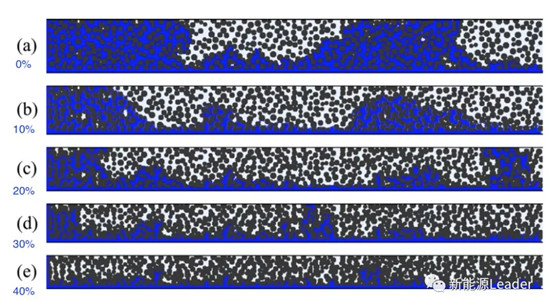
���Ǽ�������ѹ�Ĺ����в����ƻ�ԭ�еĻ������ʿ�������������Կ���֮��Ŀ�϶��С����Ӱ�죬���������������߹�������������������0%��10%��20%��30%��40%ѹʵ�����µĵ缫�ṹ������ͼ��ʾ��������ѹ�Ĺ����л������ʿ���������DZ��ֲ���ģ����ǵ缫֮��Ŀ�϶���������Ľ��͡�ͬʱҲ����ǰ�����ᵽ�ģ�����ѹ�����������������ʿ������������Σ���ʯī��������ѹ�����з����������α䣬�������ѹ�����ϸ�ʱ�������ʿ���������ת��Ϊ��Բ�Ρ�
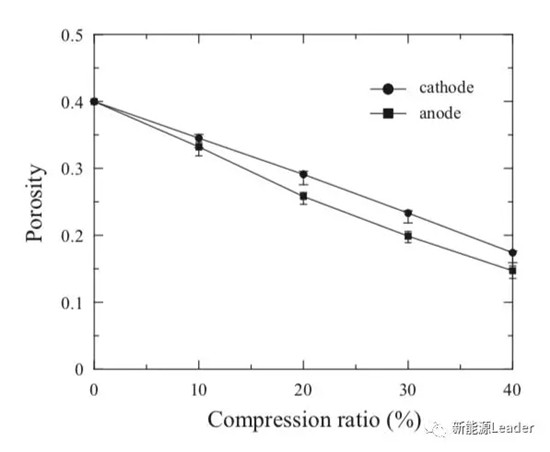
���������ڲ�ͬ����ѹ�����¿�϶�ʵı仯����ͼ��ʾ����ͼ���ܹ�������δ��ѹ��״̬�缫�Ŀ�϶��ԼΪ40%�����ŵ缫��ѹ��������ߣ��缫�Ŀ�϶�ʿ����½���һ��������Ϊ���缫����ѹ��ȳ���40%�Ժ缫�Ŀ�϶�ʾͻ����½���0%�����Ǹ�ģ��Ԥ��ֵȴҪ���Ը���0������Ҫ����Ϊ��ģ����һ����άģ�ͣ���������������ʿ���֮�䷢���ص�����Ҳ�Ǹ�ģ��һ��С��ȱ�ݡ�����ͼ���ܹ���������ͬ����ѹ�����������Ŀ�϶��Ҫ���ڸ���������Ҫ����Ϊ��ѹ��������Ȼ���������ο�������״������������Ϊ��ѹ�������������α䡣
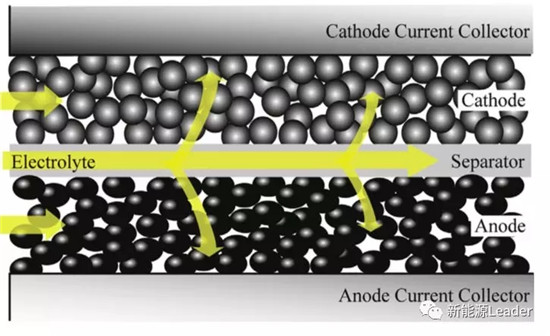
���Һ����ɢ��������ͼ��ʾ�����Һ�Ľ�����̿��Է�Ϊ���¼���
1�����ȵ��Һ����߿�ʼ����
2�����Һ��ëϸѹ�������������ŵ缫��Ĥ������ɢ
3�����ڵ��Һ���Ÿ�Ĥ��ɢ�Ͽ죬��˵��Һ�Ӹ�Ĥ��缫�ڲ�������ɢ
��ͼΪ����ģ�͵õ��IJ�ͬ��ѹ�����������ĵ��Һ�������ԣ�������ɫ���ֱ�ʾ���Һ��dz��ɫ���ֱ�ʾ�缫�ڲ������塣����ͼa���ܹ�������û����ѹ�����������е��Һ��ɢ���˴�λ�ã����е缫�м䲿�ֺ�β�����������Ŀ��������缫��ѹ10%������ͬ��ʱ���ڴӸ�Ĥ����ɢ�ĵ��Һû����ɢ���������ĵײ���������ѹ�����ļ�����ߣ������е���ɫ����Խ��Խ�٣��������Һ�ڵ缫�е���ɢҲԽ��Խ���ѡ�
��ͼΪ�����ں�ȷ����ϵ��Һ���Ͷ������缫�������Ĺ�ϵ����ͼ���ܹ��������ž���缫�����������ӣ����Һ�ı��Ͷȳ��������Ե��½��������缫�еĵ��Һ���ž���缫����ľ������ӳ��������Եļ��١�����û����ѹ�ĵ缫���ֽ������ƽ�����������Һ�Ľ�������Ϻã���������ѹ�ܶȵ����ߣ����ߵĽ����ٶ�Ҳ������ӣ�����ѹʵ�ܶȶ��ڵ��Һ�Ľ����зdz����Ӱ�졣

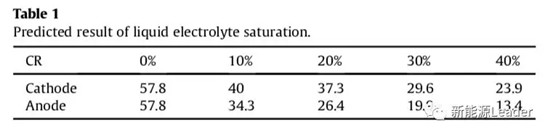
��ͼΪ���Һ�ڲ�ͬ��ѹ�����ĸ����еĽ����������ͼ���ܹ�����û����ѹ�ĸ���ͬ����������Ϻã��Ӹ�Ĥ��ɢ�ĵ��Һ�ܹ�����缫�ĵײ������ǽ�����ѹ��ĵ缫�Ľ��������ͳ����˷dz���Ľ��͡�����Ҫ����Ϊʯī��������ѹ����������Ա��Σ���˵����˵缫�ڲ������˴�������ͨ��ä�ף�Ӱ���˵��Һ�ڵ缫�ڵ���ɢ���±��Ա�������ͬ����ѹ�����������������Һ���Ͷȣ��ӱ����ܹ���������������ѹ����Һ�ı��Ͷȸ��ͣ���������ͬ����ѹ����ʱ�����Һ�ڸ�������ɢ�������ѡ�





�������������Ľ��������߸��˹۵㣬���й���������ء���ԭ�����Լ����г������ֺ�����δ������֤ʵ���Ա����Լ�����ȫ�����߲������ݡ����ֵ���ʵ�ԡ������ԡ���ʱ�Ա�վ�����κα�֤���ŵ������߽����ο����������к�ʵ������ݡ�
������ע�� ����Դ��XXX�����й�������ˣ�������Ʒ����ת��������ý�壬ת��Ŀ�����ڴ��ݸ�����Ϣ����������������ͬ��۵�Ͷ�����ʵ�Ը���
������Ʒ���ݡ���Ȩ������������Ҫͬ������ϵ�ģ�����һ���ڽ��У��Ա����Ǽ�ʱ������
QQ��503204601
���䣺cbcu@cbcu.com.cn
������ע�� ����Դ��XXX�����й�������ˣ�������Ʒ����ת��������ý�壬ת��Ŀ�����ڴ��ݸ�����Ϣ����������������ͬ��۵�Ͷ�����ʵ�Ը���
������Ʒ���ݡ���Ȩ������������Ҫͬ������ϵ�ģ�����һ���ڽ��У��Ա����Ǽ�ʱ������
QQ��503204601
���䣺cbcu@cbcu.com.cn
����ϲ��
-
﮵�ز��Ϲ�����Ҫ����Щ��﮵���Ĵ���Ҫ���ϼ���
2023-01-20 08:22 -
����ӵ�ؼ�����������ѡ��
2021-10-26 12:31 -
2021��9������Դ﮵�ز��ϲ�������
2021-10-15 15:06 -
����ӵ���Ĵ�ؼ���������
2021-10-11 18:14 -
2019��12�¶�������¶���Ϣ����
2020-01-13 15:56 -
������ع���300wh/kg������NCA���ϲ������
2019-01-28 14:30 -
��Ŀ���������Դ������أ�������Щ���ϣ�
2019-01-03 13:46 -
�ݶ�����������2018���������?
2018-12-17 11:13 -
�ܼۡ���ɽ������˭�ڱ������
2018-12-13 10:16 -
����﮵��������� ��ز����г�����90%
2018-11-29 08:48
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ר��


�������
-
﮵�ز��Ϲ�����Ҫ����Щ��﮵���Ĵ���Ҫ���ϼ���
2023-01-20 08:22 -
����ӵ�ؼ�����������ѡ��
2021-10-26 12:31 -
2021��9������Դ﮵�ز��ϲ�������
2021-10-15 15:06 -
����ӵ���Ĵ�ؼ���������
2021-10-11 18:14 -
2019��12�¶�������¶���Ϣ����
2020-01-13 15:56 -
������ع���300wh/kg������NCA���ϲ������
2019-01-28 14:30 -
��Ŀ���������Դ������أ�������Щ���ϣ�
2019-01-03 13:46 -
�ݶ�����������2018���������?
2018-12-17 11:13
�����ȵ�
-
2024﮵�����б���
2024-05-24 18:59 -
���﮵���Ŀ��ֹ���ذ��ļ�������ҵ����������ܣ�
2024-05-15 19:12 -
С����ֵ�����죬������ʱ���������ʹ�˾��
2024-05-20 19:05 -
Я�ֶ�������������ҵ5����������Ŀ����/ǩԼ!
2024-05-21 18:46 -
�ذ�������Դͻ���������ã���̬���������������
2024-05-28 18:18 -
Ͷ�ʳ�25��Ԫ�����﮵���ҵ�������������ػ�ѧƷ��Ŀ
2024-05-22 19:20 -
��һ10GWh��Ŀ��������̬��ؾ����ҵ����Ҫ��ã�
2024-05-11 19:17 -
����ʱ�������ǵϡ��д��º���ͬ����ε�����ֵ�����
2024-05-09 18:48

©2017 ��Ȩ���� ��ɫ�ǻ���Դ�����о�Ժ ������̩�Ƽ�������������˾ �а� Power by DedeCms
��ֵ�ɾ���ҵƷ�ƣ��߳�Ϊ���ṩ�������ȵ���Ѷ
��ICP��2024061100��
��ֵ�ɾ���ҵƷ�ƣ��߳�Ϊ���ṩ�������ȵ���Ѷ
��ICP��2024061100��
 �Ź��ں�
�Ź��ں�