

�ɻ�����Ƭ��ƻ���������ȱ�ݺͶԵ�����ܵ�Ӱ��

�����缫��һ�ֿ�����ɵ�Ϳ�㣬���ȵ�Ϳ���ڽ����������ϡ�����������ƬͿ��ɿ���һ�ָ��ϲ��ϣ���Ҫ����������ɣ�
(1)�������ʿ�����
(2)�������������ϵ������(̼����)��
(3)��϶���������Һ��
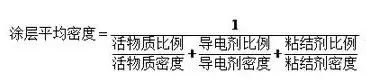
����������ϵ��ʾΪ��
��϶�� + ������������� + ̼�����������=1
﮵�ؼ�Ƭ������Ƿdz���Ҫ�ģ������﮵�ؼ�Ƭ��ƻ���֪ʶ���м��ܡ�

���磬LiFePO4Ħ������157.756 g/mol������������Ϊ��

�����ֵֻ�����۵Ŀ�������Ϊ��֤���Ͻṹ���棬ʵ���������Ƕϵ��С��1��ʵ�ʵIJ��ϵĿ�����Ϊ��
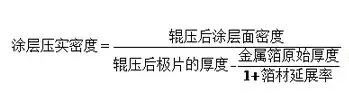
���У�Ϳ������ܶ���һ���ؼ�����Ʋ�����ѹʵ�ܶȲ���ʱ��Ϳ�����ܶ�������ζ�ż�Ƭ������ӣ����Ӵ�����������ӵ������ӣ��������ӳ̶����ޡ���Ƭ�У�������ڵ��Һ�е�Ǩ���迹������Ӱ�챶�����Ե���Ҫԭ���ǵ���϶�ʺͿ�϶��������ͬ�������ڿ�϶�ڵ�Ǩ�ƾ���ȼ�Ƭ��ȶ���ܶ��

N/PҪ����1.0��һ��1.04~1.20������Ҫ�Ǵ��ڰ�ȫ��ƣ���ֹ���������������Դ�����������ʱҪ���ǹ�����������Ϳ��ƫ����ǣ�N/P����ʱ����ز�����������ʧ�����µ������ƫ�ͣ���������ܶ�Ҳ�ή�͡�
����������﮸�������������������ƣ��������������﮸���������ȷ���������������������������صĸ������ܣ�����������Ҫ��Դ�ڸ������������������ʱ��������λ�ϵͣ�������������ﮱ����γ�SEIĤ��
 ����
���� ��
�� ����
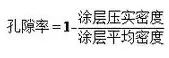
����a. ���ܶ�ָ�����������Բ��������������϶�����(��ʵ���)����õ��ܶȡ����ų����еĿ�϶ռ�е��������õ����ʱ������ܶȡ�
b. �����ܶ�ָ������������������ϸ������ϸ�����ڵĿ����������õ��ܶȡ����ų�����֮��Ŀ�϶�������ų������ڲ�������ϸС��϶����õĿ����������ܶȡ���
c. �ѻ��ܶȣ���Ϳ���ܶȣ�ָ�����������Ը÷��������Ϳ����������õ��ܶȡ������õ�����������������Ŀ�϶�Լ�����֮���϶���ڵ��������
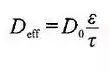 ��
�����У�D0��ʾ���ϱ���������ɢ(����)�ʣ�εΪ��Ӧ������������τΪ��Ӧ����������ʡ��ں�۾���ģ���У�һ�����Bruggeman��ϵʽ��ȡϵ����=1.5�����ƶ�缫����Ч���ԡ�
 ����
����
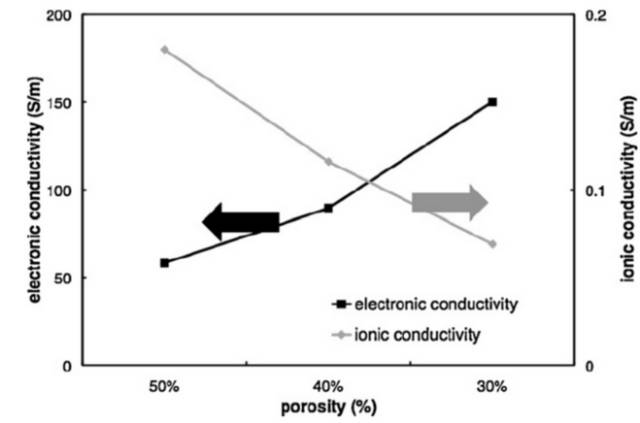
���Һ����ڶ�缫�Ŀ�϶�У�������ڿ�϶��ͨ�����Һ����������ӵĴ����������϶��������ء���϶��Խ���൱�ڵ��Һ���������Խ�ߣ��������Ч�絼��Խ��������Ƭ�У�����ͨ��̼���ഫ�䣬̼��������������̼�������������ֱ�Ӿ���������Ч�絼�ʡ�
��϶�ʺ�̼���������������ì�ܵģ���϶�ʴ��Ȼ����̼��������������ͣ���ˣ�����Ӻ͵��ӵ���Ч��������Ҳ���ì�ܵģ���ͼ2��ʾ�����ſ�϶�ʽ��ͣ��������Ч�絼�ʽ��ͣ���������Ч�絼�����ߡ��缫����У����ƽ������Ҳ�ܹؼ���
Ŀǰ���ڵ�ؼ�Ƭ�Ʊ������У�Խ��Խ�������⼼�������ã��Ӷ���Чʶ���Ʒ������ȱ�ݣ�������Ʒ������ʱ�����������ߣ��Զ������˹������������������������Ͳ����ʡ�
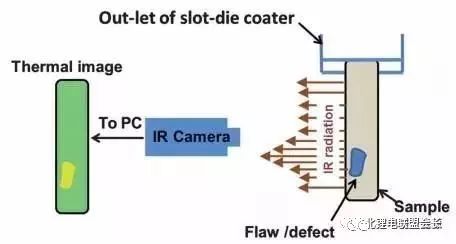
��Ƭ�����г��õ�����⼼�������������Լ�⡢��Ƭ������⡢�ߴ���ȷ��棬���磺��1������ճ�ȼ�ֱ�Ӱ�װ��Ϳ�����Ϲ���ʵʱ��⽬�ϵ��������ԣ���⽬�ϵ��ȶ��ԣ���2������X����β������Ϳ��������ֱ�Ӳ������Ϳ������ܶȣ���������ȸߣ���������豸�۸����ά���鷳����3���������߲����Ӧ���ڲ�����Ƭ�ĺ�ȣ��������ȿɴ�±1. 0μm������ʵʱ��ʾ������ȼ���ȱ仯���ƣ����������ݺͷ�������4������CCD�Ӿ�������⼫Ƭ�ı���ȱ�ݣ�����������CCD ɨ�豻���ͼ��ʵʱ����������ȱ�����ʵ�ֶԼ�Ƭ����ȱ�ݵ���������⡣
����⼼����Ϊ�������ƵĹ��ߣ�����ȱ����������֮��������Ҳ�DZز����ٵģ���������ȷ�����Ʒ�ϸ�/���ϸ����
���沿�ֶ�����ӵ�ؼ�Ƭ����ȱ�ݵļ�⼼���·���-�����ȳ������Լ���Щ��ͬȱ����绯ѧ����֮��Ĺ�ϵ���ܡ��ο�D. Mohanty�ȶԴ˽��е������о���
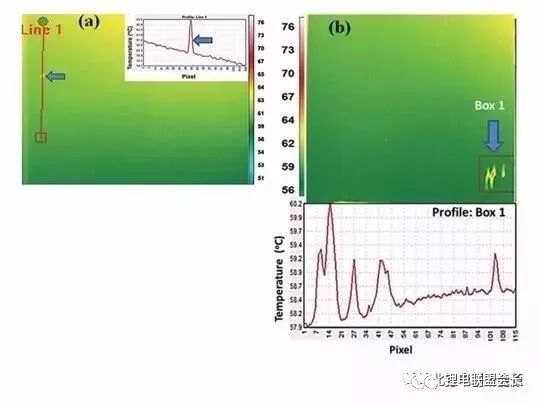
ͼ3������ӵ�ؼ�Ƭ���泣����ȱ�ݣ�����ǹ�ѧͼ���ұ����ȳ����Dz���ͼ��
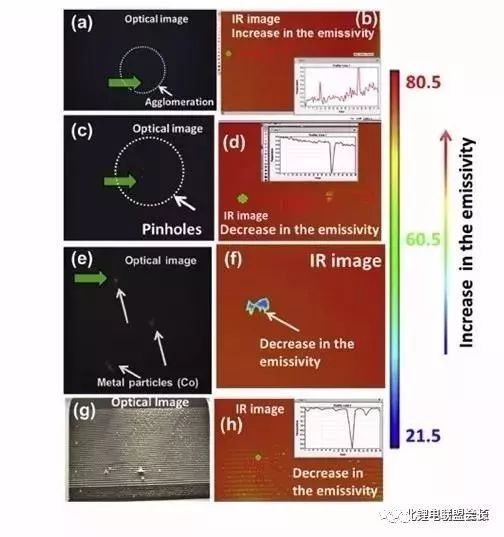
ͼ 3 ��Ƭ���泣��ȱ�ݣ� ��a��b�����/�ž��壻��c��d������/��ף���e��f�����������g��h��������Ϳ��
��a��b�����/�ž��壬������Ͻ��費���Ȼ�Ϳ�������ٶȲ��ȶ�ʱ�ͻ��������ȱ�ݡ�ճ�ϼ���̼�ڵ�������ž���ᵼ�»��Գɷֺ����ͣ���Ƭ�����ᡣ
��c��d������/��ף���Щȱ������û��Ϳ�㣬ͨ�����ɽ����е����ݲ����ġ����Ǽ����˻������ʵ�������ʹ�����屩¶�ڵ��Һ�У��Ӷ������˵绯ѧ������
��e��f������������ϻ����豸������������Ľ���������������﮵�ص�Σ���ߴ�ϴ�Ľ�������ֱ�Ӵ̴���Ĥ������������֮���·������������·�����⣬��������������������֮��������λ���ߣ����������ܽ⣬ͨ�����Һ��ɢ��Ȼ�����ڸ����������������մ̴���Ĥ���γɶ�·�����ǻ�ѧ�ܽ��·����ع����ֳ�����Ľ���������Fe��Cu��Zn��Al��Sn��SUS�ȡ�
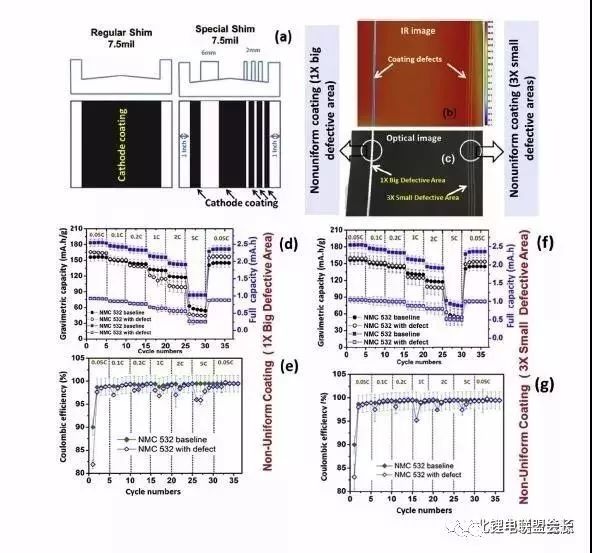
��g��h��������Ϳ�㣬�罬�Ͻ��費��֣�����ϸ�Ƚϴ�ʱ���׳������ƣ�����Ϳ�㲻���ȣ����Ӱ����������һ���ԣ�����������ȫû��Ϳ������ƣ��������Ͱ�ȫ�Ծ���Ӱ�졣

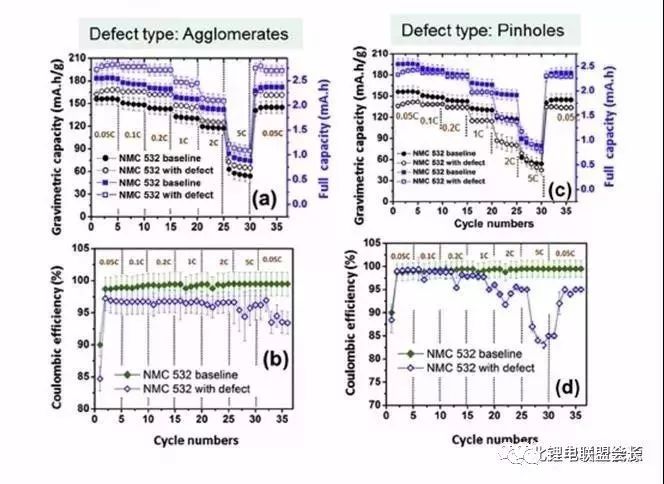
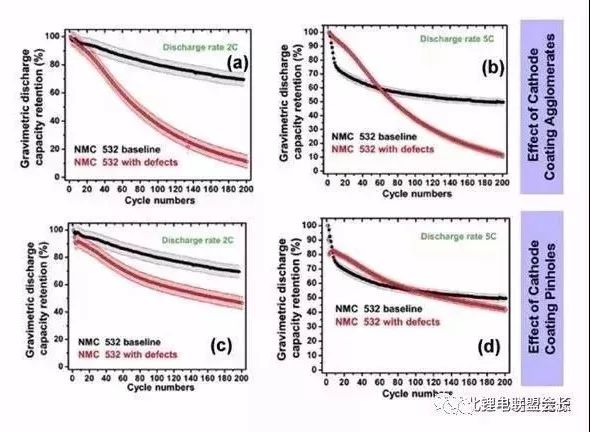
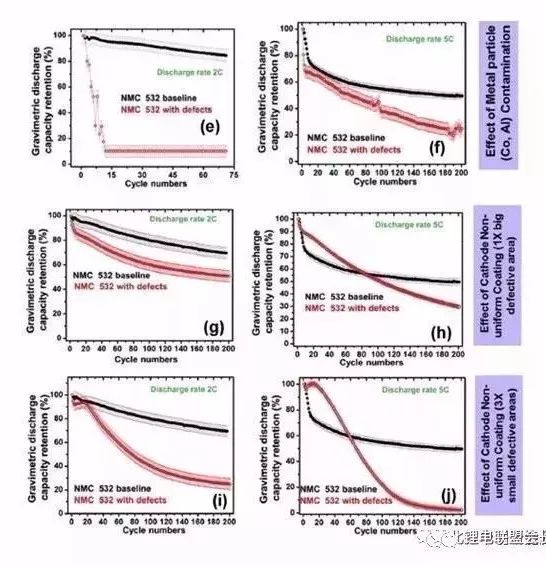
������Ƭ����ȱ�ݶԵ�����ܵ�Ӱ��
��1���Ե�ر��������Ϳ���Ч�ʵ�Ӱ��

ͼ8 ����������Ϳ�㡢�Լ���������Co��Al�Ե�ر��������Ϳ���Ч�ʵ�Ӱ��
(���α༭������)




������ע�� ����Դ��XXX�����й�������ˣ�������Ʒ����ת��������ý�壬ת��Ŀ�����ڴ��ݸ�����Ϣ����������������ͬ��۵�Ͷ�����ʵ�Ը���
������Ʒ���ݡ���Ȩ������������Ҫͬ������ϵ�ģ�����һ���ڽ��У��Ա����Ǽ�ʱ������
QQ��503204601
���䣺cbcu@cbcu.com.cn
-
�ɻ�������13���������������ȫ�������
2021-11-16 09:26 -
�ɻ� | ������ز��Է�������
2021-07-01 10:50 -
﮵�ؼ�Ƭ��Ƽ�����ȱ�ݷ���
2021-06-03 11:34 -
PPT | ﮵�����ԭ�������
2021-03-15 11:38 -
500Wh/kg�߱��ܽ���﮵�ظ������
2020-10-15 20:26 -
��������iA5���ϵͳ���
2020-10-08 13:29 -
ͼ�ⱦ��iX3�ĵ��ģ����ƺ�����
2020-09-16 21:50 -
������������Ƶ�BEV���ϵͳ
2020-09-09 11:31 -
�Ӳ��ϡ���ƺ���������㶮﮵�ذ�ȫ����
2020-06-16 10:50 -
����ӵ�ؼ�Ƭ��ѹ�������
2020-05-04 15:09
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|


-
�ɻ�������13���������������ȫ�������
2021-11-16 09:26 -
�ɻ� | ������ز��Է�������
2021-07-01 10:50 -
﮵�ؼ�Ƭ��Ƽ�����ȱ�ݷ���
2021-06-03 11:34 -
PPT | ﮵�����ԭ�������
2021-03-15 11:38 -
500Wh/kg�߱��ܽ���﮵�ظ������
2020-10-15 20:26 -
��������iA5���ϵͳ���
2020-10-08 13:29 -
ͼ�ⱦ��iX3�ĵ��ģ����ƺ�����
2020-09-16 21:50 -
������������Ƶ�BEV���ϵͳ
2020-09-09 11:31
-
2024﮵�����б���
2024-05-24 18:59 -
С����ֵ�����죬������ʱ���������ʹ�˾��
2024-05-20 19:05 -
���﮵���Ŀ��ֹ���ذ��ļ�������ҵ����������ܣ�
2024-05-15 19:12 -
Я�ֶ�������������ҵ5����������Ŀ����/ǩԼ!
2024-05-21 18:46 -
�ذ�������Դͻ���������ã���̬���������������
2024-05-28 18:18 -
Ͷ�ʳ�25��Ԫ�����﮵���ҵ�������������ػ�ѧƷ��Ŀ
2024-05-22 19:20 -
��һ10GWh��Ŀ��������̬��ؾ����ҵ����Ҫ��ã�
2024-05-11 19:17 -
����ʱ�������ǵϡ��д��º���ͬ����ε�����ֵ�����
2024-05-09 18:48

��ֵ�ɾ���ҵƷ�ƣ��߳�Ϊ���ṩ�������ȵ���Ѷ
��ICP��2024061100��
 �Ź��ں�
�Ź��ں�