

ͼ�ⱦ��iX3�ĵ��ģ����ƺ�����
ʱ��:2020-09-16 21:50��Դ:2030�����о��� ����:������
���:
��


ͼ�� �£ͣ�iX3���ģ��
Part 1��ģ������Ĺ���
������������ѡһЩ���ղ��ݵ����ݣ���Ҫ�������µĹ��̣�
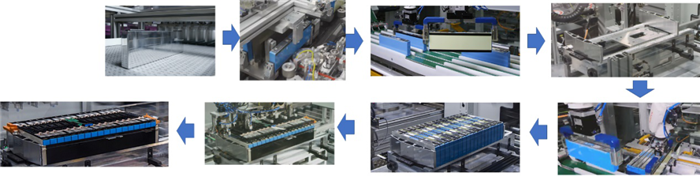
ͼ�� ģ��Ĺ��ո���
����ģ��������ʵ��100%�Զ�����������֮ǰ����Ĥʱ�������ڶ���Ϊ������Ϳ���ա���װ��Ե��Ĥ�ȶ��ַ�ʽȷ����о֮��˴˾�Ե��
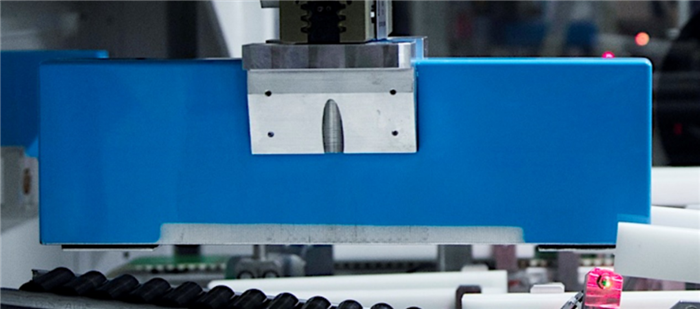
ͼ�� ��Ϳ�õĵ�о
������ɫ�IJ��֣���ͨ��������ɫ����ճס�ģ����ǵ�NCM811�����ԣ������Ƿ���ø��Ȳ��ϻ���ȷ�����п��ܲ�������������
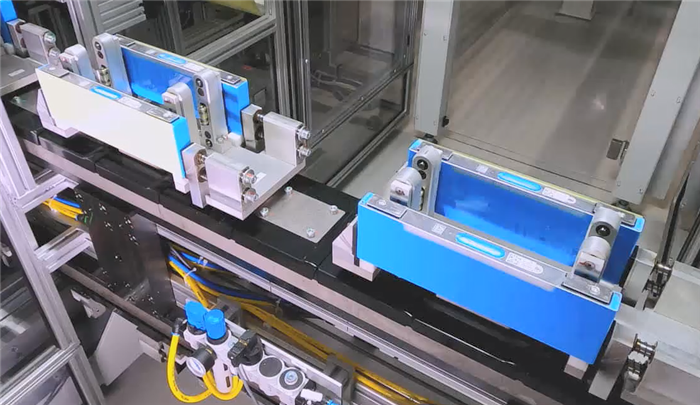
ͼ�� ��ɫ�IJ��ֵ�о֮��ĸ������
�����������������˵�������ࡢ���ܹ�ѧ���ȼ�������Щ������֮ǰPHEV���ߵĹ���Ҫ����һ�µ�
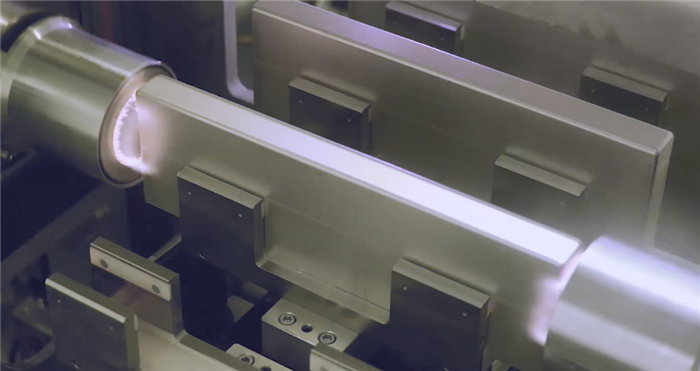
ͼ�� ��о��������ϴ��ѧ���
������ת�������ӣ����Ӳ����˷�ת�Ļ������������ģ�顣
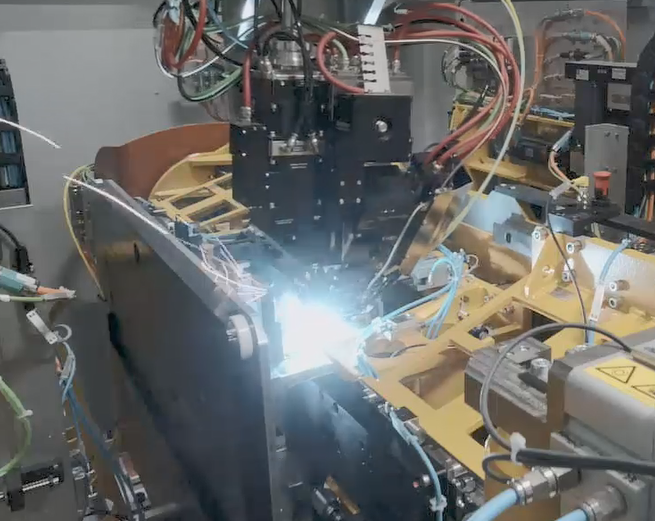
ͼ�� ���ӵĹ���
������о�ѵ�������Ͷ˰���ӵIJ��ֲ��ð�ɫ�ĸ�����ϣ���о֮������˻�ɫ�ĸ�����ϣ�ÿ������оʹ��һƬ��ɫ�ĸ�����ϣ����Ա��ĵ�о֮��ֻ��������ɫ�Ľ�������ճ�ӡ�
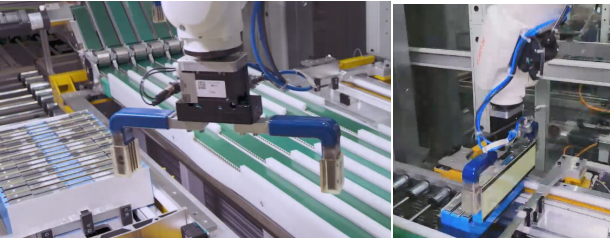

ͼ�� �������
����ĸ���Ÿ�֮ǰһ������CCS�����һ�廯�ģ�����û�п��������ߵ���ƣ�����Ҳ�����ȥ�ˡ�

ͼ�� CCS������PCB��
����CCS��ģ����̲����ǰ�����ͼ�Ĺ���ʵ�ֵģ��������Ҫʵ�һ�¾��������������жϡ�
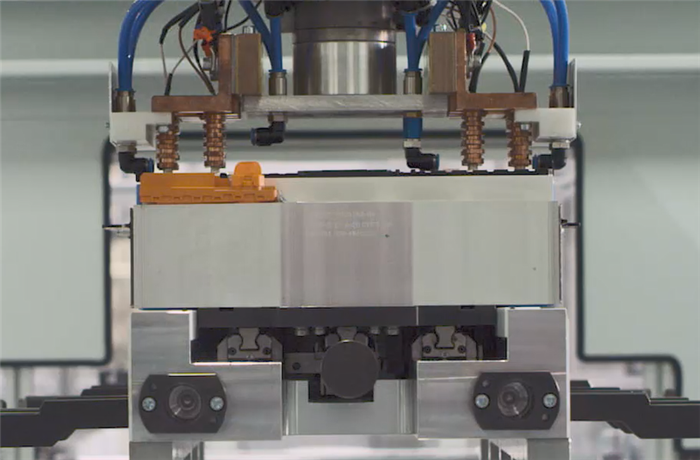
ͼ�� CCS��ģ��Ľ���
Part 2:������ģ���һЩ����
���120Ah�ĵ�о�������кܶ�ط�������˼�ģ����翴�������о��������SDI��չ̨�ϡ�
�������������
�����Busbar��һ·�����ȥ�IJ����ߵ����ͦ����˼���ֳ��ĶΣ����ܵ��м��PCB���棬Ȼ��ͨ���м�������������

ͼ10 ģ��IJ��������
����NCM811�ķ���
���ڵ�о��ʧ���Ժ��������������ͻ��涼����йѹ�������ߣ����ģ����ϸ��ƺ�û���������Ľṹ��йѹ����������ֱ�������ߡ���֮ǰX1 PHEV������в�������ĸƬ�ķ��������������֮���Pack�ṹ�����������ۡ�

ͼ11 iX3��ģ�����û����������������
С��������й���ȫ���л���NCM811��ϵ����ҵ����������X1��530Le���¿�����iX3�ĵ��ϵͳ����Ȼ��о��������Χ����51��120Ah����о�ĺ�������ϸ�����ƣ��ֵ�о���ݵ�о����̵Ĺ�����Ч�����ܲ�̫һ�������������в���ҲҪ��������֮��ı��֡�
����飺������������綯��������ϵͳ���������ӹ���ʦ�����С���������Ӳ����ơ���
(���α༭������)



�������������Ľ��������߸��˹۵㣬���й���������ء���ԭ�����Լ����г������ֺ�����δ������֤ʵ���Ա����Լ�����ȫ�����߲������ݡ����ֵ���ʵ�ԡ������ԡ���ʱ�Ա�վ�����κα�֤���ŵ������߽����ο����������к�ʵ������ݡ�
������ע�� ����Դ��XXX�����й�������ˣ�������Ʒ����ת��������ý�壬ת��Ŀ�����ڴ��ݸ�����Ϣ����������������ͬ��۵�Ͷ�����ʵ�Ը���
������Ʒ���ݡ���Ȩ������������Ҫͬ������ϵ�ģ�����һ���ڽ��У��Ա����Ǽ�ʱ������
QQ��503204601
���䣺cbcu@cbcu.com.cn
������ע�� ����Դ��XXX�����й�������ˣ�������Ʒ����ת��������ý�壬ת��Ŀ�����ڴ��ݸ�����Ϣ����������������ͬ��۵�Ͷ�����ʵ�Ը���
������Ʒ���ݡ���Ȩ������������Ҫͬ������ϵ�ģ�����һ���ڽ��У��Ա����Ǽ�ʱ������
QQ��503204601
���䣺cbcu@cbcu.com.cn
����ϲ��
-
��ⱦ���ĵ��ս�ԣ��ӵ�ؼ�����ԭ���ϲ���
2021-12-09 09:57
|
|
|
ר��


�������
-
��ⱦ���ĵ��ս�ԣ��ӵ�ؼ�����ԭ���ϲ���
2021-12-09 09:57
�����ȵ�
-
2024﮵�����б���
2024-05-24 18:59 -
С����ֵ�����죬������ʱ���������ʹ�˾��
2024-05-20 19:05 -
���﮵���Ŀ��ֹ���ذ��ļ�������ҵ����������ܣ�
2024-05-15 19:12 -
Я�ֶ�������������ҵ5����������Ŀ����/ǩԼ!
2024-05-21 18:46 -
�ذ�������Դͻ���������ã���̬���������������
2024-05-28 18:18 -
Ͷ�ʳ�25��Ԫ�����﮵���ҵ�������������ػ�ѧƷ��Ŀ
2024-05-22 19:20 -
��һ10GWh��Ŀ��������̬��ؾ����ҵ����Ҫ��ã�
2024-05-11 19:17 -
����ʱ�������ǵϡ��д��º���ͬ����ε�����ֵ�����
2024-05-09 18:48

©2017 ��Ȩ���� ��ɫ�ǻ���Դ�����о�Ժ ������̩�Ƽ�������������˾ �а� Power by DedeCms
��ֵ�ɾ���ҵƷ�ƣ��߳�Ϊ���ṩ�������ȵ���Ѷ
��ICP��2024061100��
��ֵ�ɾ���ҵƷ�ƣ��߳�Ϊ���ṩ�������ȵ���Ѷ
��ICP��2024061100��
 �Ź��ں�
�Ź��ں�