

dz��������� ��һƪ�������������װ�
ʱ��:2022-05-04 10:49��Դ:EV�ӽ� ����:�ۺϱ���
���:
��

�ݹ۶��������չʷ��������ֻ��������չ·�ߣ��Ұ�����֮Ϊ“��ѧ�ֶ�”��“�����ֶ�”��Ҳ���������������װ�ؼ����Ľ����������ֶθ����������������Ǿ���ϸ˵һ�¸��Ե��ص㡣��̬��ز�ս��
���ŵ綯������չ�˶��꣬�������߳���������ߵ�������̣�һֱ����������ҵ������Ҫ��Ե������ս����150km��300km��500km��700km�����������ij�ЧҲԽ��Խ���ԣ��ر��ǽ��������踺����CTP��CTC�ȹغ�������صļ��������أ�Ϊ����������������һ����������������Щ������ƽ���û�������Ȼ��Щİ�������Ա���E˵�Ͷ�����Ϊ��dz�����綯���Ͷ�����صķ�չ�ֿ�������������Щ������һ�����ŵ��˽⡣
�ݹ۶�����ط�չʷ��������ֻ��������չ·�ߣ��Ұ�����֮Ϊ“��ѧ�ֶ�”��“�����ֶ�”��Ҳ���ǵ�ز�������װ�ؼ����Ľ����������ֶθ����������������Ǿ���ϸ˵һ�¸��Ե��ص㡣
“��ѧ�ֶ�”——��ز��ϵ��ݱ�
Ŀǰ���������ڳ������Ķ�����ع���Ϊ������ﮣ�LiCoO2��������ﮣ�LiMn2O4������������ﮣ�LiNiMnCoO2��NMC������������ﮣ�LiNiCoAlO2���NCA����������ﮣ�LiFePO4��������ﮣ�Li4Ti5O12���������е�������﮺���������ﮣ���Ԫﮣ������DZȽϳ����ġ���������Ȼ����Ԫ�ز�ͬ������﮵�ص������ڲ�����ȴ��һ���ġ�һ����˵����صĹ��찴˳���Ϊ�������ϡ����Һ����Ĥ���������ϡ���ǰ�����ᵽ�������������������﮾�Ϊ��ص��������ϣ�Ҳ���Ƕ�λ��ز�ͬ���ı���������������Ϊʯī���߹衣
��ô�����Ĺ���ԭ����ʲô�أ���˵��﮵�ص������������̿���˵��һ������ӵ�“Ǩ��”���̡�
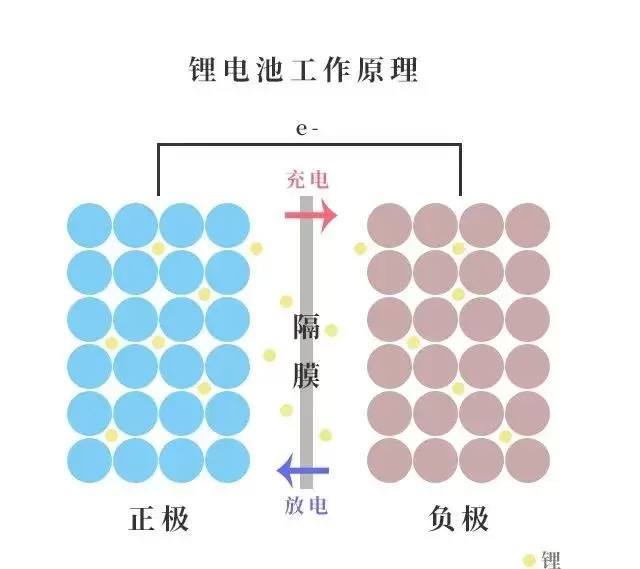
����ص�����������������Ӻ���Щ����Ӵ�����"�ν�"���Һ�ͨ�����Һ"����"��Ĥ������������С�����˶�������Ҳ����Ƕﮣ������ͨ���ⲿ��·�ܵ������ĵ��ӽ����һ���Ա�֤�������ĵ��ƽ�⣬�����������ܵĵ��Ӿ���������ʹ�õĵ����ˡ������������ʯī��������̬�Ƕ��ṹ�����Կ����ڲ㼶��϶�䴢������ӣ��ͺñȱ���IJ㼶�ܴ���ʳ��һ����
һ����˵����ص����������Ǿ���������������ܶ����������ܵ���Ҫ����ǰ�������ᵽ�����������ϳ����������������Ԫ﮵�أ��������ֵ�������������������أ��ҷֱ�Ӽ�������һһ˵����

�����ܶȣ�������ﮣ���Ԫ�
������﮵��ȫ�������������ӵ�أ���ָ�����������Ϊ�������ϵ�����ӵ�ء�����Ԫ﮵��ȫ��Ϊ“��������ʹ����������﮻���������﮵���Ԫ�ۺ��������ӵ�ء����У�������﮵����Ԫ�ؽṹ��ɿ������͵�ѹƽ̨ƫ�ͣ���������﮿����ı�������ʵ����������ʵ�ܶȺ�ѹʵ�ܶȵ͡�Ҳ����˵��ͬ����������£��������װ���٣���Ȼ������С�������ܶ�Ҳ��ƫ�͡�

����Ԫ﮵���������ܡ�����ϣ����У���������߲��ϵĿ������������Ҿ����˵���ڲ����ϵĿ�����������������ۿ�����ֻ��160mAh/g������Ԫ����������(NCM)ԼΪ200mAh/g���������Կ�������Ԫ���ϵ��ӵ�нϸߵĵ���������ͺñ�һ��ȫ�������ѡ��Ҫ�ȳ��˸��о�һ��������������ĺ���̫�ߣ����ϵ�ѭ�����ܾͻ��
�����ܹ�ʹ����ӵ���Ƕ�������ף���߲��ϵĵ����Բ������ŵ�ѭ�����ܣ������ܵļ۸�Ƚϸ��ر��ǽ����������ܼ��Ѿ���ÿ��50��Ԫ�������ǵ�ÿ��55��Ԫ���ң���˺�������ᵼ�³ɱ����ӣ������Լ۱ȡ����������߲��ϰ�ȫ�Ժ��ȶ��ԣ�������������ή�Ͳ��Ͽ�������
���ԣ�Ŀǰ�кܶ���ҵ������811������أ������̵ı���8:1:1���������ʹ�ú���������Ԫ��ص������ܶ�Ҳ�������ߣ������ȶ���ȴ�����½���
�������ܣ�������ﮣ���Ԫ�
������֪��������﮵���ڵ��������µ�����Ҫ������Ԫ﮵�أ�����Ϊʲô�أ�
���ȣ�������﮲��ϳ����µ絼���ܵ�����Ԫ����4�����������У��ر�����-20��ʱ��������﮵�ص�����ֻ�ܴﵽ���µ�1/3���������е��������ɢϵ���ϳ���״̬�½������������������¶ȼ����½���-40��ʱ���������ֻ�ܱ��ֳ���������20%������Ҫ������Ϊ������﮵����ṹ�����ڵ�FeO6������ͨ�����������ӣ������ֽṹ�����ʷdz��ͣ���˲����е��������ɢ�ٶȷdz��������Գ�ŵ�Ч�ʾ��ܵ�Ӱ�졣���⣬���»����£����ϻ��Խ��ͣ��ܹ������ƶ���������������٣�������������ܲ����Ԫ������û��������⣬����ڵ��»����£���ŵ��ܵ���Ӱ���С��

��������Ҫ��һ�䣬Ӱ���ص������ܵij����������ϵIJ�ͬ�⣬��һ��ԭ�����ڵ��Һ�����ڵ��Һ�д��ڸ��۵��ܼ����������¶ȹ��͵�����»����һ����������������˵�������ӵ�س�ŵ�Ĺ��̾��������ͨ�����Һ�ڵ��������֮�������ƶ��Ĺ��̡����Ե����������µ��Һ��ʼճ�����̣�ʹ����ӵ���ڵ��Һ���ƶ���������ͺñ�֮ǰ����ʢ��ˮ��Ӿ������Ӿ������ˮ����������ˣ��ɴ˽�������ӵ��ƶ��ٶȣ�����һ���������������������ظ�Ĥ�������������Ƕ��Ƕ�룬ʹ��س�ŵ������١�
��ȫ���ܣ�������ﮣ���Ԫ�
�ڵ�ذ�ȫ���棬������﮾����е�P-O���dz����ȹ̣����Էֽ⣬���Լ����ڸ��»����ʱҲ�����������һ���ṹ�������Ȼ����γ�ǿ���������ʣ�������﮷ֽ��¶�Լ��600�棬���ӵ�����õİ�ȫ�ԡ���Ȼ�ڹ�������£����ֹ�ȼ�պͱ�ը��������䰲ȫ�Խ�֮��ͨҺ̬���Һ����﮵�ء���Ԫ��أ��Ѵ��и��ơ�
����Ԫ﮲��ϻ���200�����ҷ����ֽ⡣���һ�ѧ��Ӧ���Ӿ��ң����ͷ������ӣ��ڸ��������µ��ҺѸ��ȼ�գ����ᷢ��������Ӧ�������������700-800��ʱ�Żᷢ���ֽ⣬��������Ԫ﮲���һ���ͷ������ӣ�ȼ��û��ô���ҡ�
��̼��������
�������������⣬��������Ҳ�Ǿ�����������ܶȴ�С����һ������Ŀǰ�����dz����ĵ�ض��Dz���ʯī��Ϊ�������ϣ����ֲ����ڴ�������ӷ�������һ�������ƣ�ֻ��372mAh/g����ˣ���������ص�������������Ϊ�˸ı�綯���������Ĺؼ������ԣ��ڲ��ϵ������Ͳ����У����ڷ����˹�������ϡ�
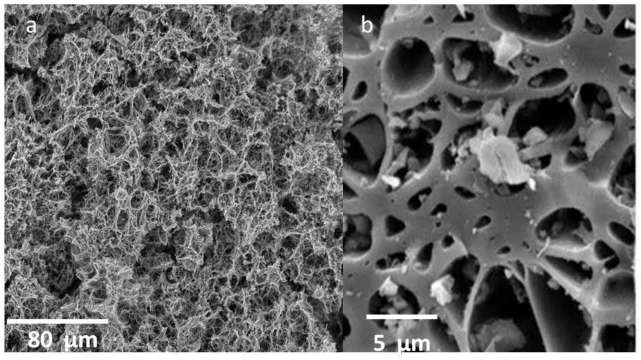
���ڴ��������ϣ���Ĵ���������ʯī�� 10�����ϣ��ﵽ4200mAh/g�����й�缫������ӵ�ص�ʹ�������ȴ���ʯī�缫������ӵ�س�Լ30%��
�����������Ԫ����Ȼ�������Ǽ������ͣ�������ڷ�Ӧ������仯�ߴ�320%��Զ�������е�̼����12%������仯���ⲻ�����ᵼ�¹���Ͽ����ķۻ������飬����SEIĤ���ƻ�����������������������ӡ�����֮�⣬�����ƻ������������磬���²��ֻ������������뷴Ӧ���Ӷ����º��й���ϵĸ����Ŀ�����������˥��������Ҫ�������õ���ظ������ϣ�����ҵ�ļ���ʵ���Ǻ��п���ġ�
��̬��ز�ս��
��������֪������������Դ�����õ�������﮵�ػ���Ԫ﮵����Ϊ���д����ĵ��Һ�����Ծ�����Һ̬��ء��������ڲ��ʵ����ԣ����Һ������﮾�֦���γɣ���ȫ���ܽϲ�ҵ���Ч�����ã��ɴ�ȫ��̬��ؾ����������ˡ�
��̬�����Ŀǰ�����Ĵ�ͳ����ӵ�����IJ�ͬ���ڵ���ʡ���̬�������ʹ�ù������ʣ�����˴�ͳ����ӵ�صĵ��Һ��Ĥ���ڴ�����¹�������������֦�������Ƹ�Ĥ���¶�·�������ڸ����·�������Ӧ��������������������ȼ�ա�����ȫ��̬����ʺ�ؿ��Բ���ʹ��Ƕ﮵�ʯī����������ֱ��ʹ�ý���������������������Դ����Ḻ�����ϵ�������ʹ��������ص������ܶ���������ߣ��ɴﵽ300��400Wh��kg�����⣬��̬����ʽ����Һ̬������ڳ�ŵ�������γɵĹ������ʽ���Ĥ��������֦�������������﮵�ص�ѭ���Ժ�ʹ���������ܹ��ﵽ45000��ѭ�����ҡ�

���ǣ��������кû����棬��̬������ж����ô����������¼���ȴ����Լ�䷢չ����Ҫԭ��
���ȣ���Ϊ�����˹�̬����ʣ���������缫����֮������Թ�̬״̬������ϵ�ģ�������µ缫������֮�����Ч�Ӵ������������ڹ��������д��䶯��ѧ�ͣ�Ҳ�ͻ���ɽ����迹��������⡣
��Σ���̬��ض��ڵ���ʵ�ѡ��Ҳ��һ���dz����ֵ��ѵ㡣������֪�ķ�չ·�߹������֣��ֱ�Ϊ���ۺ����Ĥ���������������У����ڱ�Ĥ��̬��غ��������̬��أ��������ƴ������������ܵ�أ��ۺ����̬��������������о�������ϩ������ϵ�����ڳ����¹��������Լ��ݸߵ�ѹ�����������̬��������ٵ���ʶԿ������С������������̡�ԭ���ϰ���ģ����������������ȼ������⡣
�����ǹ�̬��صijɱ����⡣����ȫ��̬��ص������������������ڳ�����Һ̬�����������֮��������������������ˣ�Ҫ��ѡ�����������̬��صĻ���Ҫ������ƽ���һ�������ߣ����ҹ�̬����ʵļ۸�Ҳ�dz���������һϵ�����ص����ֽ�ȫ��̬������صijɱ���Ȼƫ�ߣ���Ҳ�͵����˺ܶ��س����˶�����Σ���Һ̬������̬��ػ�װ�ڵ�ذ���γ��˼۸��������ܶ�Ҳ����İ��̬��ء�
���������Կ���������Դ������ص��ռ���̬Ӧ���ǹ�̬��أ������������ɱ����ؼ�������Լ�������������������ɿ������������Ԫ����ų��棬�������ߵ����ļ�����չ�Բ���“�컨��”״̬��������ڲ��ı��ز��ϵ�״̬����ߵ�ص����������أ�“�����ֶ�”�����������ˡ�
“�����ֶ�”——���ģ��Ľ���
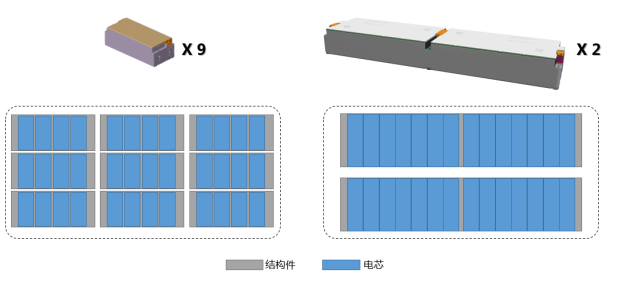
��ʵ�����ϳ����Ĵ��綯����������Сʱ����ĵ綯��߳�һ��������Դ���Գ���������صĵ�أ�ֻ�������綯���ĵ��Ҫ�����Ϊ����һЩ�����ڵĵ綯���͵ĵ��ϵͳ���ɵ�о��ģ�顢��ذ���ɡ����ȣ����ж����о�����һ�����ģ�飬���ɶ�����ģ�����һ�������ĵ�ذ�����ͺñ��ȰѴ�װ����һ��һ����װ����װ����ٰѶ��װ����װ���ȵİ�װ���������װ�����һ����������Щ���ģ���л���ֲ���һЩ��·���ߣ���������ȴ�����Ĺ������Dz������źܸ��ӣ�

���������ֵ��ϵͳ���ڲ�����ģ�黯�����Ա����ڽṹ�Ͼ����һЩ�ռ���˷ѣ�����ߺ�ģ�������ռ�����ݻ�����ӵ���ݵ����ĵ��ֻռ�������ذ��ڲ��ռ��50%���ң������Ǹ�ʱ���㿴���Ĵ��綯����Ȼ��ذ�����ȴֻ���ܸ�200km���������ڵ�ʱ��Ҳ������֮�٣���Ϊ���綯���Ÿո�����˵�о�����ܻ����ȶ�������Ϊ����Ч�ı�����ʧ�ص����⣬�����Ѳ�����ģ����ơ�
�ɴˣ����ŵ綯���͵ļ�����չ����ȥ��ģ���CTP�����漴������
CTP��ȫ��Ϊcell to pack�� Ҳ���ǽ���оֱ�Ӽ��ɵ���ذ��ڵļ������ͺñ������ᵽ�Ĵ�װ����ֱ�ӷŵ����װ����������ּ����ĵ�ذ�ȡ���˵��ģ�����ƣ����͵�سɱ�����������ذ��������ܶȡ�
�����������ˣ�Ϊ������������ܶȣ�����Ӧ���ɵ�о��������
��ʵ��Ȼ�����������г�һ����ʽ������������ܶ� =��о�����ܶ�×����Ч�ʡ�
Ҫʵ�ֵ�������ĸ������ܶȣ�������ߵ�о�������⣬��������Ч��Ҳ�Ƿdz���Ҫ�ġ�ͨ���Ĵ�ͳ�������������ṹ��ɣ��ֱ�Ϊ��оģ��͵�ذ���������һ������µij���Ч����60%~70%��Ҳ����˵������һ������60%-70%ֻ�����ʹ���������ʣ�µ�Ϊ��̯�������������ټ��Ϲ��ߵȹ��������ĵ�����ģ�һ�������������ܶ���Ҫ���ڵ�о�ĵ��������ܶȡ�
������ʾ������ijƷ�Ƶĵ�о�ڵ��������ܶ�ͻ��300Wh/kg���������ڴ�ͳ��ذ��ij��鷽ʽ�����ϵͳ����������ܶ��Դ���160Wh/kg���ҡ����Լ��ٵ�ذ���“����Ҫ”�Ĺ��������¸����о����������Ч�ʣ����һ�Ҫ��֤��������Ŀ�ܻ�еǿ�ȡ�BMS���ȹ�����������һ�������ƾͽ���ȥģ�黯Ҳ����CTP������
CTP�����ܹ�ʡ����������װģ��Ķ˰塢��塢�����Լ����ڹ̶�ģ����ݶ��Ƚ��̼����������������ʣ��������ڵ�ذ��ڲ��ṹ�ļ��٣�������������Ҳ��֮���٣����������ܶ�Ҳ����������������������������ڵ�ص���װ���ո�Ϊ����ʡ������������������ɱ��������㲿���ijɱ����٣���ذ��ijɱ�Ҳ�ή�͡�
���������ֵ�ؼ���Ҳ��һ���ľ����ԡ����ȣ�����ģ���һЩ������ذ������֧��ǿ�Ƚ������ش���ս����������ģ�黯��ƺ����������õ�Ԥ����о��ʧ��ϵͳҲһ��ȡ������˶��ڵ��BMS���Ʋ��Ե�Ҫ��Ҳ��Ϊ�ϸ�
����һ��Ҫ˵���ǣ�CTP�����Ե�оһ���Ի��нϸߵ�Ҫ�������һ������ʲô��˼��
��������Ҫ���˽�һ����“ľͰЧӦ”�����ۣ�һֻľͰ��ʢ����ˮ������ȡ��������ǿ�ľ�壬����ȡ������̵��ǿ�ľ�塣

��ذ�Ҳ����ˡ������ڵ�ģ����Ϊ����������оͨ�����������γ�һ������顣������о�������������ٺã��������ͬ���ڸ�������о���Բ�һ�»�����Ϸ�װʱ��ʼ״̬��һ�£����ᵼ�¸������ص����ܵò�����ַ��ӣ����������ؼ���“ǣ��”����“�Ϻ���”�������������ʧ�������½���������������⣬ʹ������������Լ���˥�˻ֵ�ؼ�����
����CTP��������һЩ����Ϊ�˽�һ�����������������“����Ҫ”�ĵ�ذ��������ַ���ȫ�µ�CTC������Cell To Chassis ��Ҳ���ǵ�ص���һ�廯���������ּ�����ʵ���Կ���һ��“����”��������������ذ�Ҳ����Ҫ�������ֱ�Ӱ����ڵ���֮�ϣ�Ҳ����˵���ڳ�Աֱ�����ڶ������֮�ϡ�����CTC�����ĵ��ϵͳ�ṹǿ����ȫ������о���ǿ���복��ǿ�������ϣ���������ڵ�о���������Ÿ�Ϊ���̵�Ҫ��
�ۺϿ���������CTP��������CTC������Ȼ�ڵ����������ܶ��ϻ����������������ڰ�ȫ�������������ս���ر������������������棬�Ƿ��ܽ�����һ���������⣬����ȡ��ģ����ƣ������һ��о���ֹ��ϣ���������ֻ�ܽ��������������������ά�ɱ��ϻ����һЩ����������δ���ķ�չ��������δ���������һ�����ں���ά��������ϵͳ�Եĸı䡣
����
�ִ�����Դ�����ķ�չ��ʵҲ���������ʮ���ʱ�䣬��һ��С�ڵ�“���”�ߵ�������“����”λ�ã���ؼ����ķ�չ����������û���������ݱ�������dz�������г������г���������չ�ĵ�ؼ��������Ӽ��������������Щ������ֻ�Ƿ�ë��ǣ������ӵ�ء�ʯīϩ��صȵȶ����ں��滢������ֻ������Ϊ���м�����ԭ��δ�ռ����������Ա��߾Ͳ��������������϶����ǣ�δ��������صļ���ͻ�ƻ������ڳ���ټ����������չ��������������������˵������һ�����õ����顣 ֮��EV�ӽ绹���ռ������������Դ������֪ʶ�������ڴ���
(���α༭������)



�������������Ľ��������߸��˹۵㣬���й���������ء���ԭ�����Լ����г������ֺ�����δ������֤ʵ���Ա����Լ�����ȫ�����߲������ݡ����ֵ���ʵ�ԡ������ԡ���ʱ�Ա�վ�����κα�֤���ŵ������߽����ο����������к�ʵ������ݡ�
������ע�� ����Դ��XXX�����й�������ˣ�������Ʒ����ת��������ý�壬ת��Ŀ�����ڴ��ݸ�����Ϣ����������������ͬ��۵�Ͷ�����ʵ�Ը���
������Ʒ���ݡ���Ȩ������������Ҫͬ������ϵ�ģ�����һ���ڽ��У��Ա����Ǽ�ʱ������
QQ��503204601
���䣺cbcu@cbcu.com.cn
������ע�� ����Դ��XXX�����й�������ˣ�������Ʒ����ת��������ý�壬ת��Ŀ�����ڴ��ݸ�����Ϣ����������������ͬ��۵�Ͷ�����ʵ�Ը���
������Ʒ���ݡ���Ȩ������������Ҫͬ������ϵ�ģ�����һ���ڽ��У��Ա����Ǽ�ʱ������
QQ��503204601
���䣺cbcu@cbcu.com.cn
����ϲ��
-
����ION��˾��̬�����ͻ�ƣ���125��ѭ��������˥������5%
2024-03-11 22:56 -
���Ȧ�û�й�ͬ��ԣ
2023-05-17 09:20 -
����ӵ�ظ�Ĥ����Ҫ���ܲ�������Щ��
2023-01-24 18:18 -
���������﮵�ò�Ʒ�Ƿ�һ���ܰ﹫˾ҵ�����֣�
2023-01-24 18:16 -
﮵��ҵ��������Ӿ����ϵͳ������Ч��
2023-01-24 18:11 -
�綯���г��������۳��� �ʽ���С��֮�����ܸ��磡
2023-01-24 18:10 -
��ԣ�Ƽ���3��ԪͶ��﮵������������Ŀ
2023-01-10 15:53 -
��������ʱ���ĵ�ؼ����ϴ�
2022-09-06 09:32 -
Ǧ�ᡢ���ӡ����⡢﮵����ȱ��Ա�
2022-06-21 08:42 -
Ϊ�Ͼɵ�ؿ����������Ͼ�NCM��˫���ܴ���ʵ���λ�������
2022-05-19 11:46
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ר��


�������
-
����ION��˾��̬�����ͻ�ƣ���125��ѭ��������˥������5%
2024-03-11 22:56 -
���Ȧ�û�й�ͬ��ԣ
2023-05-17 09:20 -
����ӵ�ظ�Ĥ����Ҫ���ܲ�������Щ��
2023-01-24 18:18 -
���������﮵�ò�Ʒ�Ƿ�һ���ܰ﹫˾ҵ�����֣�
2023-01-24 18:16 -
﮵��ҵ��������Ӿ����ϵͳ������Ч��
2023-01-24 18:11 -
�綯���г��������۳��� �ʽ���С��֮�����ܸ��磡
2023-01-24 18:10 -
��ԣ�Ƽ���3��ԪͶ��﮵������������Ŀ
2023-01-10 15:53 -
��������ʱ���ĵ�ؼ����ϴ�
2022-09-06 09:32
�����ȵ�
-
2024﮵�����б���
2024-05-24 18:59 -
С����ֵ�����죬������ʱ���������ʹ�˾��
2024-05-20 19:05 -
���﮵���Ŀ��ֹ���ذ��ļ�������ҵ����������ܣ�
2024-05-15 19:12 -
Я�ֶ�������������ҵ5����������Ŀ����/ǩԼ!
2024-05-21 18:46 -
�ذ�������Դͻ���������ã���̬���������������
2024-05-28 18:18 -
Ͷ�ʳ�25��Ԫ�����﮵���ҵ�������������ػ�ѧƷ��Ŀ
2024-05-22 19:20 -
��һ10GWh��Ŀ��������̬��ؾ����ҵ����Ҫ��ã�
2024-05-11 19:17 -
����ʱ�������ǵϡ��д��º���ͬ����ε�����ֵ�����
2024-05-09 18:48

©2017 ��Ȩ���� ��ɫ�ǻ���Դ�����о�Ժ ������̩�Ƽ�������������˾ �а� Power by DedeCms
��ֵ�ɾ���ҵƷ�ƣ��߳�Ϊ���ṩ�������ȵ���Ѷ
��ICP��2024061100��
��ֵ�ɾ���ҵƷ�ƣ��߳�Ϊ���ṩ�������ȵ���Ѷ
��ICP��2024061100��
 �Ź��ں�
�Ź��ں�