

�����������ظ���ѭ���������о�
ʱ��:2021-10-22 16:08��Դ:��γ��� ����:����
���:
��
����1ʵ��
����1.1����Ʊ�
�������A�Ʊ���������������ﮣ���������ʯī����Ĥ1(�������͵ĸ�Ĥ)�����Һ�Լ�����ԭ���ϣ���������Ϊ480mAh��562528������ء�
�������B�Ʊ������ø�Ĥ2������ͬ���A����������Ϊ480mAh��562528������ء�
�������C�Ʊ������ø�Ĥ3������ͬ���A����������Ϊ480mAh��562528������ء�
�������D�Ʊ������ø�Ĥ4������ͬ���A����������Ϊ480mAh��562528������ء�
�������E�Ʊ������ø�Ĥ5������ͬ���A����������Ϊ480mAh��562528������ء�
�������F�Ʊ������ø�Ĥ6������ͬ���A����������Ϊ480mAh��562528������ء�
������1�г��˸��ֵ�ص��Ʊ��Ա������

��������������ŵ����45�£�����о��0.8C��絽4.4V��
������������0.05C������10���ӣ�1C�ŵ絽3V������10���ӣ�����˹���ѭ���涨�Ĵ���������ѭ��ǰ��ĵ�غ�ȡ�
����2���������
����2.1��صIJ�������
������2�����˸���صIJ������ݡ�
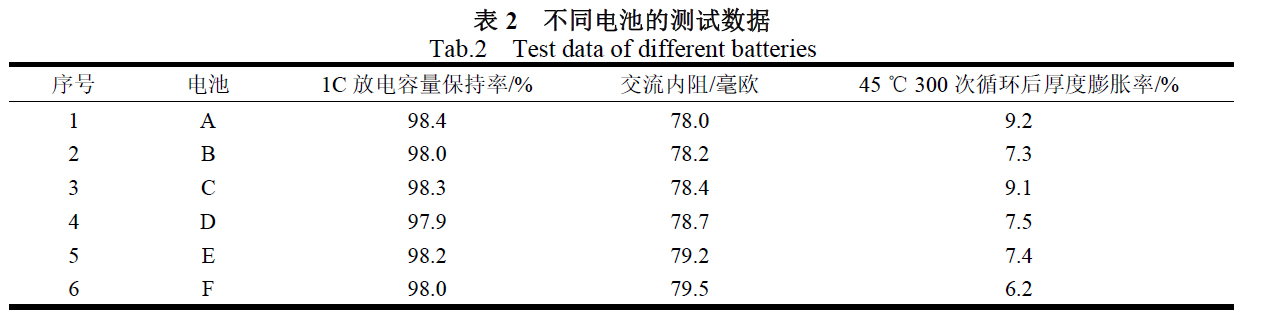
�������A���ó��õ�7+2+2��Ĥ��7+2+2����7m��Ĥ��һ��Ϳ��2m�մɲ�Ȼ������ͬһ��Ϳ��2m��PVDF���㣬�ø�Ĥ�Dz���ˮ�ܼ�����Ϳ���ģ����A��45��300��ѭ������������9.2%��
�������B��1+7+2+1��Ĥ����7m��Ĥ��һ��Ϳ��2m�մɲ㣬Ȼ�����ڸ�Ĥ�������Ϳ1m��PVDF���㣬�ø�Ĥ�Dz���ˮ�ܼ�����Ϳ���ġ��͵��A��ȣ����B����ˮϵ˫��ͿPVDF����Ĥ��������Ĥ����ͼ�Ƭ֮���𤸽�����Ӷ����͵��ѭ�������ʵ�7.3%�����A��B�Ľ��������Լ�1C�ŵ����������ʻ����൱��
����2.3���C��D�����ݷ���
�������C��7+2+0.5��Ĥ����7m��Ĥ��һ��Ϳ��2m�մɲ�Ȼ������ͬһ��Ϳ��1m��PMMA���㣬�ø�Ĥ�Dz���ˮ�ܼ�����Ϳ���ģ����C��45��300��ѭ������������9.1%���͵��A���൱��
�������D��0.5+7+2+0.5��Ĥ����7m��Ĥ��һ��Ϳ��2m�մɲ�Ȼ�����ڸ�Ĥ�������Ϳ0.5m��PMMA���㣬�ø�Ĥ�Dz���ˮ�ܼ�����Ϳ���ģ����D��45��300��ѭ������������7.5%���͵��B���൱��˵��PVDF�����PMMA�Ľ���������ʵ������൱�����A��B��C��D�Ľ��������Լ�1C�ŵ����������ʻ����൱��
�����͵��C��ȣ����D����ˮϵ˫��ͿPMMA����Ĥ��������Ĥ����ͼ�Ƭ֮���𤸽�����Ӷ����͵��ѭ�������ʵ�7.5%��
����2.4���E��F�����ݷ���
�������E��7+2+1��Ĥ����7m��Ĥ��һ��Ϳ��2m�մɲ�Ȼ������ͬһ��Ϳ��1m��PVDF���㣬�ø�Ĥ�Dz���NMP�ܼ�����Ϳ���ģ����E��45��300��ѭ������������7.4%���͵��A��C��ȣ����E��45��300��ѭ�����������������½���7.4%����Ϊ����NMP�ܼ�Ϳ���ĸ�Ĥ�뼫Ƭ��𤸽������ˮϵͿ���ĸ�Ĥ�뼫Ƭ�ġ�
�������F��1+7+2+1��Ĥ����7m��Ĥ��һ��Ϳ��2m�մɲ�Ȼ�����ڸ�Ĥ�������Ϳ1m��PVDF���㣬�ø�Ĥ�Dz���NMP�ܼ�����Ϳ���ģ����F��45��300��ѭ������������6.2%���͵��B��D��ȣ����F��45��300��ѭ�����������������½���6.2%����Ϊ����NMP�ܼ�Ϳ����Ĥ�뼫Ƭ��𤸽������ˮϵͿ����Ĥ�뼫Ƭ�ġ�
�����͵��E��ȣ����F������ϵ˫��ͿPVDF����Ĥ��������Ĥ����ͼ�Ƭ֮���𤸽�����Ӷ����͵��ѭ�������ʵ�6.2%��
�����������������Եó������F��45��300��ѭ������������Ϊ6.2%�������ֵ������������͵ġ�
����3����
��������ͨ�����ò�ͬ����Ϳ���Ĥ����Ч�����������������ص�45��300��ѭ�����������ʣ����в�����ϵ˫��ͿPVDF����Ĥ�ĵ����������ͣ��ﵽ6.2%��
(���α༭��Snow)




�������������Ľ��������߸��˹۵㣬���й���������ء���ԭ�����Լ����г������ֺ�����δ������֤ʵ���Ա����Լ�����ȫ�����߲������ݡ����ֵ���ʵ�ԡ������ԡ���ʱ�Ա�վ�����κα�֤���ŵ������߽����ο����������к�ʵ������ݡ�
������ע�� ����Դ��XXX�����й�������ˣ�������Ʒ����ת��������ý�壬ת��Ŀ�����ڴ��ݸ�����Ϣ����������������ͬ��۵�Ͷ�����ʵ�Ը���
������Ʒ���ݡ���Ȩ������������Ҫͬ������ϵ�ģ�����һ���ڽ��У��Ա����Ǽ�ʱ������
QQ��503204601
���䣺cbcu@cbcu.com.cn
������ע�� ����Դ��XXX�����й�������ˣ�������Ʒ����ת��������ý�壬ת��Ŀ�����ڴ��ݸ�����Ϣ����������������ͬ��۵�Ͷ�����ʵ�Ը���
������Ʒ���ݡ���Ȩ������������Ҫͬ������ϵ�ģ�����һ���ڽ��У��Ա����Ǽ�ʱ������
QQ��503204601
���䣺cbcu@cbcu.com.cn
����ϲ��
-
�ɻ� | ������ز��Է�������
2021-07-01 10:50 -
Al2O3+ʯīϩ�������������������
2020-12-28 22:11 -
﮽����������������������ι����ģ�
2019-08-31 13:17 -
һ�Ŀ���������غ�����Ĥ
2019-08-05 23:19 -
������صĽ���֮·
2018-08-15 16:43
|
|
|
|
|
|
|
|
|
ר��


�������
-
�ɻ� | ������ز��Է�������
2021-07-01 10:50 -
Al2O3+ʯīϩ�������������������
2020-12-28 22:11 -
﮽����������������������ι����ģ�
2019-08-31 13:17 -
һ�Ŀ���������غ�����Ĥ
2019-08-05 23:19 -
������صĽ���֮·
2018-08-15 16:43
�����ȵ�
-
2024﮵�����б���
2024-05-24 18:59 -
С����ֵ�����죬������ʱ���������ʹ�˾��
2024-05-20 19:05 -
���﮵���Ŀ��ֹ���ذ��ļ�������ҵ����������ܣ�
2024-05-15 19:12 -
Я�ֶ�������������ҵ5����������Ŀ����/ǩԼ!
2024-05-21 18:46 -
�ذ�������Դͻ���������ã���̬���������������
2024-05-28 18:18 -
Ͷ�ʳ�25��Ԫ�����﮵���ҵ�������������ػ�ѧƷ��Ŀ
2024-05-22 19:20 -
��һ10GWh��Ŀ��������̬��ؾ����ҵ����Ҫ��ã�
2024-05-11 19:17 -
����ʱ�������ǵϡ��д��º���ͬ����ε�����ֵ�����
2024-05-09 18:48

©2017 ��Ȩ���� ��ɫ�ǻ���Դ�����о�Ժ ������̩�Ƽ�������������˾ �а� Power by DedeCms
��ֵ�ɾ���ҵƷ�ƣ��߳�Ϊ���ṩ�������ȵ���Ѷ
��ICP��2024061100��
��ֵ�ɾ���ҵƷ�ƣ��߳�Ϊ���ṩ�������ȵ���Ѷ
��ICP��2024061100��
 �Ź��ں�
�Ź��ں�