

һ�Ŀ���������غ�����Ĥ
���������ܶ�Ҫ��IJ�����ߣ����������̶�����������ԼҲ�Ʒ�IJ�������Ҫ������������·����Ŭ����һ���Ǽӽ��з��߱��������������ϣ�����һ����������������������С����ȸ����ṹ�ڵ�������ռ���ء�����������ǿ���ת��������������Ŀǰ������س������нӹ���������ط��������Ŀ���Կ���һ�ߡ���������Dz�������ʵĶ�����ؼ���·�ߣ���������һЩ������ط������ݣ�һ��Ԥ��һ�¶������δ������·�ߡ�

������صĻ����ṹ��Բ���ͷ��������Ƶģ�������������������Ĥ����Ե���ϡ������������Ϳ��壬ֻ��������صĿ���������Ĥ��

����Ĥ������������㣨ON����ճ�ϼ����м��������Al����ճ�ϼ����ڲ��ȷ�㣨CPP�����ɵĶ��Ĥ��������﮵�صķ�װ���ϡ����������Ĥ��Ҫ��߱������ص㣺
��1���߱����ߵ�����ԣ�
��2���������õ��ȷ����ܣ�
��3�������͵��Һ��ǿ�ḯʴ��
��4���������õ���չ�ԡ������Ժͻ�еǿ��
������أ�����Ĥ���οռ�ϴ���ֿ����ǵ�о������ʧ��ʱ��ᷢ����ը��������һ������Ĥ�������ᣬ�ǻ��Բ�����ռ����С���������������ͬ�������ĸֿ�﮵���40%�������ǵ����20%����ͬ�ߴ�����ȣ���������������ؽ�ͬ�ȹ��ߴ�ĸֿǵ��������10��15%�������ǵ�ظ�5��10%������ǿ�ȵͣ�ѭ�������ж��ڲ��ṹ�����Ļ�еӦ��С����ѭ���������棨��Ȼ���ڳ������ʱû��ʩ�Ӷ����Ӧ��������£�������λ�ó�ԣ����ŵ�����У������ֲ����ȡ�
����ǿ�ȵͣ��Գ��鼼��������ǿ�������������ʽ��ȣ���Ƭ������Ч����Խϵ͡�

�������������Ĥ��������������һЩ�����������������õ�ز�ͬ����������Ĥ�ķ�װ���գ����绯�ɹ����е����ι��յȡ�
����Ĥ������������о���Ը��ݿͻ���������Ƴɲ�ͬ�ijߴ磬�����γߴ���ƺú���Ҫ������Ӧ��ģ�ߣ�ʹ����Ĥ���͡�������Ҳ������ӣ�����˼�壬�����ó���ģ���ڼ��ȵ�����£�������Ĥ�ϳ��һ���ܹ�װ��о�Ŀӣ�����ļ���ͼ��
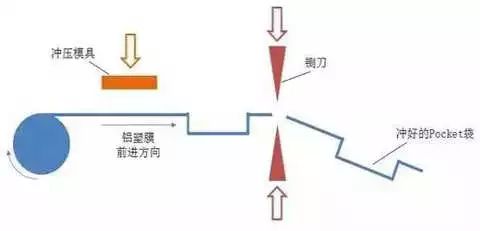
����Ĥ��ò��ü����ͺ�һ���ΪPocket��������ͼ��ʾ��һ���ڵ�о�ϱ���ʱ��ѡ��嵥�ӣ���ͼ���ڵ�о�Ϻ��ʱ��ѡ���˫�ӣ���ͼ�ң�����Ϊһ�ߵı�����̫���ͻ������Ĥ�ı��μ����������ѡ�
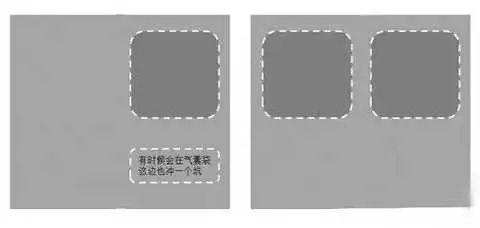
��ʱ�������Ƶ���Ҫ������������λ���ٳ�һ��С�ӣ������������������
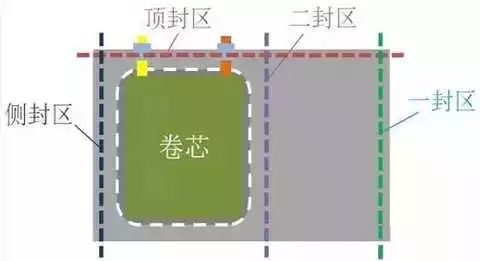
��������������������ӵ�о�ĵ�һ����װ�������ʵ�ʰ������������������⡣����Ҫ�Ѿ��ƺõľ�о�ŵ���õĿ��Ȼ��������λ�ý���װĤ���ۣ�����ͼ��ʾ��

��������ͼ������Ĥװ���о����Ҫ��װ�ļ���λ�ã��������������������һ�����������������ֱ���н��ܡ�
�Ѿ�о�ŵ�����֮�Ͱ���������Ĥ���Էŵ��о��У��ڶ���������ж��������ˡ��������������ӵģ�

ͼ�������ͺŵĶ��������ĸ��оߣ�����Ǹ���λ�Ƕ��⣬�ұ��Ǹ���λ�Dz�⡣�������ɫ�Ľ������Ϸ�ͷ�����滹��һ���·�ͷ����װ��ʱ��������ͷ����һ�����¶ȣ�һ����180�����ң�����£ʱѹ������Ĥ�ϣ�����Ĥ��PP����ۻ�Ȼ������һ���ˣ������ͷ�װOK�ˡ�
������Ҫ��˵˵���⣬���������ʾ��ͼ����ͼ��ʾ��������Ҫ��ס�����ģ������ǽ�������������������������ô��PP��װ��һ���أ����Ҫ�������ϵ�һ��С����—������������ˡ�����������Ľṹ�Ҳ��Ǻ������ϣ���ж��е��������䡣��ֻ֪����Ҳ��PP�ijɱ���Ҳ����˵�ڼ���ʱ�ܹ��ۻ��ᡣ�ڼ���λ�ķ�װ����ͼ��ԲȦ������ʾ����װʱ���������е�PP������Ĥ��PP���ۻ��ᣬ�γ�����Ч�ķ�װ�ṹ��

עҺ��Ԥ���������о�ڶ����֮����Ҫ��X-ray������о��ƽ�жȣ�Ȼ��ͽ����﷿��ˮ��ȥ�ˡ��ڸ��﷿��������ʱ��ʱ�ͽ�����עҺ��Ԥ���

ͨ������Ľ�������֪������о�ڶ�������֮��ֻʣ�������DZߵ�һ�����ڣ�������ھ�������עҺ�ġ���עҺ���֮����Ҫ���Ͻ��������ߵ�Ԥ�⣬Ҳ����һ�⡣һ���װ��ɺ�о����������˵���ڲ�������ȫ���ⲿ���������ˡ�һ��ķ�װԭ���붥�����ͬ������Ͳ����ˡ�
���á����ɡ��о����ι�����עҺ��һ����ɺ�������Ҫ����о���о��ã����ݹ��յIJ�ͬ���Ϊ���¾����볣�¾��ã����õ�Ŀ������ע��ĵ��Һ��ֽ���Ƭ��Ȼ���о�Ϳ�����ȥ�������ˡ�

��ͼ��������о�Ļ��ɹ���ʵ����һ����ŵ��װ�ã������˺þ�û���ҵ�����о��ͼƬ���������һ�µ�о��������Ļ����OK�ˡ����ɾ��ǶԵ�о���״γ�磬������䵽ʹ�õ���ߵ�ѹ�����ĵ���Ҳ�dz�С��
���ɵ�Ŀ�����õ缫�����γ��ȶ���SEIĤ��Ҳ�����൱��һ���ѵ�о“����”�Ĺ��̡�����������У������һ���������壬��Ҳ����Ϊʲô����ĤҪԤ��һ����������Щ�����Ĺ��ջ�ʹ�üо��ɣ����ѵ�о���ڼо����ʱ��ͼ�����ò����壬Ȼ���ϸּ��ӣ����Ϲɣ���������������ᱻ��ֵؼ����Աߵ�������ȥ��ͬʱ���ɺ�ĵ缫����Ҳ���ѡ�
�ڻ��ɺ���Щ��о�������Ǻ��о�������ڲ�Ӧ���ϴ��ܻ����һ���ı��Ρ�����ijЩ�������ڻ��ɺ�����һ���о����εĹ���Ҳ�����оߺ濾��
����ղ�˵�˻��ɹ����л�������壬��������Ҫ��������Ȼ���ٽ��еڶ��η�װ����������Щ��˾��Ϊ����������������⣬���к���һ���������Ĺ��������Ҿ�һ����ͳ�Ķ���Ϊ�����ˡ�

����ʱ��������ա�����������ƣ�ͬʱ����գ����������е�������һС���ֵ��Һ�ͻᱻ�����Ȼ�����϶����ͷ�ڶ��������з�װ����֤��о�������ԡ����ѷ�װ��ĵ�о��ȥ������һ��������о�ͻ��������ˡ�����������ӵ�ص����һ����װ������ԭ�����Ǹ�ǰ����ȷ�װһ������������
��������װ��ز������ܷ�װ�ṹ�������ͽṹ�����˼�Ƭ���ܽ������У���Ƭ֮�����ײ�����϶���ڵ�ػ��ɹ����в���������Ҳ�����ڼ�Ƭ֮���������֮��ķ�������岻����ȫ�ų����Ӷ�Ӱ�������ܣ����Կ��Dz�ȡ�ڻ������γ��֮����ù�ѹ���ս���Ƭ֮��������ų���
��ͼΪȫ��������ɺ�û�й�ѹ��ʩ�ӹ�ѹ�������ؽ���ͼƬ��
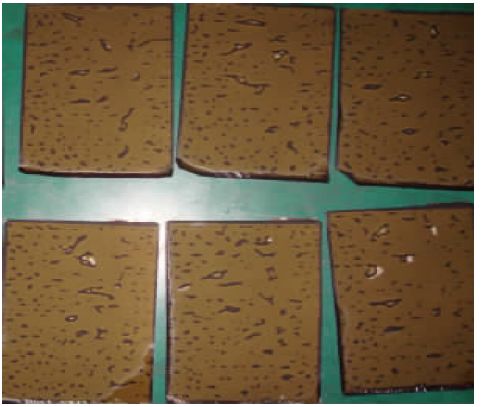
û�о�����ѹ�ĵ��

ʹ���˹�ѹ���յĵ��
ǰһͼ����ظ���Ƭ���ڴ���������������ͼ�У���ظ�������������û�з�������������������ڻ��ɹ����л�������壬���ڻ��ɹ����л�Ӵ���������Ĥ��������ľ��룬�谭����Ӵ�����Ƭ������Ƭ�Ĵ��䣬���⣬����Ĵ��ڻ����谭���Һ�������������ĽӴ���ʹ�ø����ֲ��������ܱ����յ����ڸ���Ƭ�ϴ��ڴ���δ��Ӧ��������
ͨ��һ����ǰ�����ε�ѹ�Աȷ��֣�δ��ѹ���ʵ���ѹ�ĵ�ص�����ѹ��ܵͣ���������˥���ܵͣ���ʩ�ӹ�ѹ�����ĵ�о��ѹ��ܴ�������˥���ܴ��������ڵ�ع�ѹ��ѹ��������ɸ�Ĥ�ֲ��̴���������ɵ���ڲ���·���������˥����
�ɴ˿ɼ����ʵ���ʱ��ʩ���ʵ��Ĺ�ѹ�����������������е�һ�����ػ��ڡ�
��������ӵ��ģ��һ����ò���ķ�ʽ����ģ�飬��ģ���жԲ���ĵ��ʩ��һ����������ѹ������������Ҫ�ǶԵ�ؽ���Լ������ѹ����̫С�������泵����ʱ���ױ���;̫�����Ե�ص�������������Ӱ�졣��˽�����������ӵ��ģ��ṹ���ʱ���뿼�Ǹ����ʩ��һ�����ʵ�ѹ����С�Ķѵ�ѹ���ܷ�ֹ������ѿ����Ե�س�������������������ѭ������ӵ���ʧ���ϴ��ѹ�����½ϴ������˥���ʡ����⣬�ѵ�ѹ�����ᵼ�¸�Ĥ�ֲ������Լ���ѧ���⡣�����������0 �� 100% �仯ʱ��﮵�صĺ�Ȼ�����1.2%���ҡ�����Щ�о����������﮵���ⲿѹ���Ե�ص����������Ե�Ӱ�죬�ڽ���﮵��ģ��ṹ���ʱ���뿼�ǡ�
(���α༭������)




������ע�� ����Դ��XXX�����й�������ˣ�������Ʒ����ת��������ý�壬ת��Ŀ�����ڴ��ݸ�����Ϣ����������������ͬ��۵�Ͷ�����ʵ�Ը���
������Ʒ���ݡ���Ȩ������������Ҫͬ������ϵ�ģ�����һ���ڽ��У��Ա����Ǽ�ʱ������
QQ��503204601
���䣺cbcu@cbcu.com.cn
-
�����������ظ���ѭ���������о�
2021-10-22 16:08 -
�ɻ� | ������ز��Է�������
2021-07-01 10:50 -
Al2O3+ʯīϩ�������������������
2020-12-28 22:11 -
﮽����������������������ι����ģ�
2019-08-31 13:17 -
������صĽ���֮·
2018-08-15 16:43
|
|
|
|
|
|
|
|
|


-
�����������ظ���ѭ���������о�
2021-10-22 16:08 -
�ɻ� | ������ز��Է�������
2021-07-01 10:50 -
Al2O3+ʯīϩ�������������������
2020-12-28 22:11 -
﮽����������������������ι����ģ�
2019-08-31 13:17 -
������صĽ���֮·
2018-08-15 16:43
-
2024﮵�����б���
2024-05-24 18:59 -
С����ֵ�����죬������ʱ���������ʹ�˾��
2024-05-20 19:05 -
���﮵���Ŀ��ֹ���ذ��ļ�������ҵ����������ܣ�
2024-05-15 19:12 -
Я�ֶ�������������ҵ5����������Ŀ����/ǩԼ!
2024-05-21 18:46 -
�ذ�������Դͻ���������ã���̬���������������
2024-05-28 18:18 -
Ͷ�ʳ�25��Ԫ�����﮵���ҵ�������������ػ�ѧƷ��Ŀ
2024-05-22 19:20 -
��һ10GWh��Ŀ��������̬��ؾ����ҵ����Ҫ��ã�
2024-05-11 19:17 -
����ʱ�������ǵϡ��д��º���ͬ����ε�����ֵ�����
2024-05-09 18:48

��ֵ�ɾ���ҵƷ�ƣ��߳�Ϊ���ṩ�������ȵ���Ѷ
��ICP��2024061100��
 �Ź��ں�
�Ź��ں�