

����ӵ�ع������
���������������̣���������Դ����Ĵ�ҵ��Ա����“��������”�����ǣ��������ܱ�����������칤�ռ��������ּ���������Ϊ��ҽ�����Ҫ﮵���Ƴ̹ܿص�Ҫ�㡣����ש����
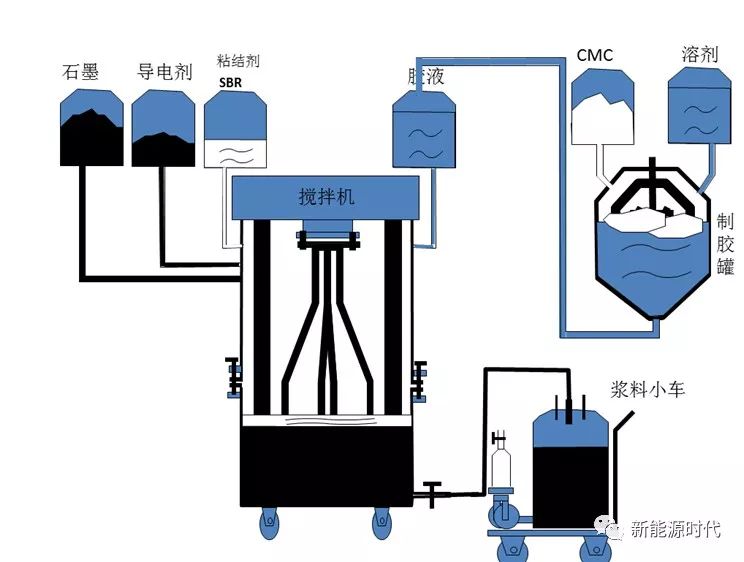
һ���� �������ϣ������ɻ�����������ճ�����ɣ�

1�������Ƕ�����ȷ�Ϻͺ濾��һ�㵼�����≈120��濾8h��ճ���PVDF��≈80��濾8h�������LFP��NCM�ȣ�������״̬���ն����Ƿ���Ҫ�濾�����ǰ����Ҫ���¶�:≤40�棬ʪ��:≤25%RH��
2��������ɺ�ʪ�����գ���Ҫ��ǰ���PVDF��Һ������PVDF����ҺNMP����PVDF��Һ�û��Ե�ص����衢������Ӱ��������Ҫ��Ӱ����������¶ȡ������ٶȡ��¶�Խ�߽�Һ��������ƣ�Ӱ��ճ���ԣ�������ٶ�̫��������Һ�������ת����Ҫ����ɢ�̵Ĵ�С������һ������·�ɢ�����ٶ���10-15m/s�����豸�����Խϸߣ�����ʱҪ��������Ҫ����ѭ��ˮ���¶�:≤30��.
3�������������������ϡ���ʱ��Ҫע����ϵ�˳���ȼӻ�����͵����������ϡ��ټ��뽺Һ��������ʱ�䡢���ϱ�����Ҫ�ϸ���ִ�С������Ҫ�ϸ�����豸��ת����ת�ٶȣ�һ���ɢ���ٶ�Ҫ��17m/s���Ͼ���Ҫ���豸���ܣ���ͬ���Ҳ��ܴ��������նȡ��¶ȡ��ڴ˽���Ҫ���ڼ�⽬�ϵ����Ⱥ�ճ�ȣ������Ⱥ�ճ�ȸ��̺������������ܡ�����˳����Ƴ̹��չ�ϵ���ܣ��˴β���������ӭ���ۣ�����ʱ���湤��Ҫ���¶�:≤30�棬ʪ��:≤25%RH����ն�≤-0.085mpa��
4������������Ҫ������ת������ת��Ϳ�����䣬����ת��ʱ��Ҫ�����ɸ��Ŀ�ľ��ǹ��˴�����������ȥ�������Ե����ʡ������Ӱ��Ϳ���������ܵ��µ���ԷŹ�����·�ķ��գ��������������ʹ��ᵼ�µ���Էŵ����Ȳ�������ʱ�Ĺ���Ҫ�����¶�:≤40�棬ʪ��:≤25%RH��ɸ��≤100Ŀ������≤15um�����������ο�����
�������ϣ������ɻ�����������ճ�ὺ����ɢ����ɣ�
1�����渺����ϵΪˮϵ���Ϲ��̣��ܼ�Ϊȥ����ˮ������������������Ҫ�˹���Ҫ��ȥ����ˮ��������≤1us/cm������Ҫ���¶�:≤40�棬ʪ��:≤25%RH��
����ʾ��ͼ����
������������ͼ
2������ȷ����ɺ������Ʊ���Һ��CMC��ˮ��ɣ�����ʱʯīC�͵���������������иɻ죬���鲻����գ�����ѭ��ˮ���ɻ�ʱ������ѹĦ���������أ�,����15��20rpm�����≈15min����ѭ��2-3�Ρ�����������Һ���������п�������գ�≤-0.09mpa��������15��20rpm����ѭ��2�Σ��ٵ���ת�٣�����35rpm������1200��1500rpm��,����15min��60min�������������ҵ�������ʪ�����ն����������SBR���������У������ʱ���ٵ�ʱ���裨SBR���ڳ����߷�����ٶȹ���ʱ������������״��ʧȥ���ԣ����������35-40rpm������1200��1800rpm��10-20min��
3������ճ�ȣ�2000��4000 mPa.s�������ȣ�35um≤�����̺�����40-70%��������չ�ɸ��≤100Ŀ��������Ĺ���ֵ��Ҫ���ݲ������ԡ����Ϲ��յ�Ӱ����һ�����졣����Ҫ���¶�:≤30�棬ʪ��:≤25%RH��
������ Ϳ��
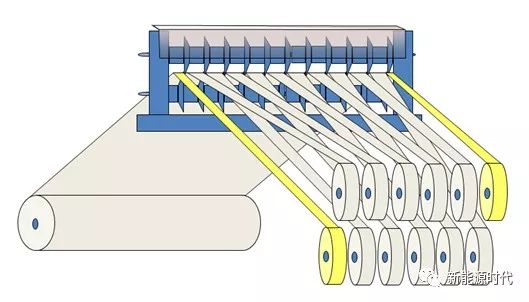
1������Ϳ�������������ϼ�ѹͿ����Ϳ����������AB���ϣ������ܶ�≈20��40 mg/cm2��NCM�����ͣ���Ϳ�������¶ȳ���4-8�ڣ�����ࣩ��ÿ�ں濾�¶�95�桫120�水ʵ����Ҫ����������濾���ѳ��ֺ������ƺ͵��ܼ�����ת��Ϳ�����ٱ�1.1-1.2����϶λ��20-30um��������β�����ڼ���λѹʵ�����ѭ��������ﮣ���Ϳ��ˮ��≤2000-3000ppm������Ҫ���ݲ��Ϻ��ն��������������¶�≤30�棬ʪ��≤25%��ʾ��ͼ����

Ϳ���ߴ�ʾ��ͼ
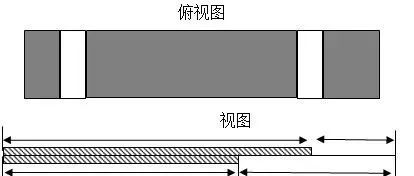
����Ϳ����Ƭͼ
2������Ϳ�������������ϼ�ѹͿ����Ϳ��ͭ������AB���ϣ������ܶ�≈10��15 mg/cm2��Ϳ�������¶ȳ���4-8�ڣ�����ࣩ��ÿ�ں濾�¶�80�桫105�水ʵ����Ҫ����������濾���ѳ��ֺ������ơ�ת�ƹ��ٱ�1.2-1.3����϶λ��10-15um��Ϳ��ˮ��≤3000ppm�����为���¶�≤30�棬ʪ��≤25%��
�IJ��� ������Ƭ
1������Ϳ�������꣬��Ҫ�ڹ���ʱ���ڽ��жԹ����Թ����Լ�Ƭ����ѹʵ��Ŀǰ����ѹ����ѹ���ֹ��ա���ѹѹʵ�����ѹ�ߣ������ʽϵͣ�����ѹ������Լ��ײ������ơ��Թ���Ҫ�豸�����¹���ֵ��ѹʵ�ܶȡ������ʡ������ʡ�ͬʱҪע�⼫Ƭ������Ƭ��Ӳ�顢���ϡ����˱ߵ������Ҽ�϶�����������ѡ���ʱ���价���¶�:≤23�棬ʪ��:≤25%��
ѹʵ����λ������ϵ�������Ŀǰ�������ϵ����ܶ�����
����ѹʵ��
�����ʣ�һ�㷴��2-3um
�����ʣ�������Ƭһ����≈1.002
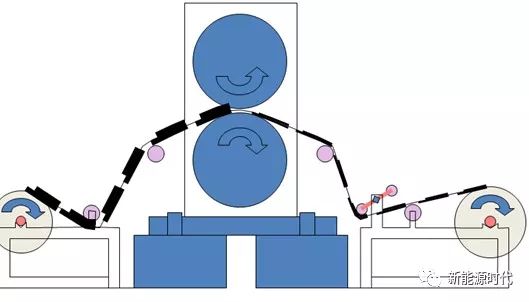
��Ƭ�Թ�ʾ��ͼ
2�������Թ�����������Ƿ�����������Ƭ��Ƭ�ֲü�����һ����С������Ӧ��ظ߶ȣ�������Ҫע�⼫Ƭ��ë�̣���Ҫȫ�켫Ƭ��X��Y���ë�̣���������Ԫ�豸��������ë�̳��ȹ���Y≤1/2 H��Ĥ��ȡ����价���¶�≤23��¶��≤-30��
����ʾ��ͼ
�岿�� ������Ƭ
1��������Ƭ������ͬ����������������Ʋ�ͬ�����价���¶�:≤23�棬ʪ��:≤25%�������������ʵ����ܶ�

���ø���ѹʵ��
�����ʣ�һ����4-8um
�����ʣ�һ����≈1.0012
2���������������������������ƣ�X��Y��ë�̶���Ҫ���ơ����价���¶�≤23��¶��≤-30��
������ ����Ƭ�Ʊ�
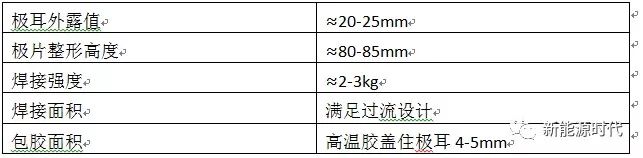
������Ϻ��������Ƭ���и��ﴦ����120�棩���پ��Ǻ����������ͼ����������ա���ʱ��Ҫ���Ǽ������Ⱥ����ο��ȡ�
��**650�����Ϊ������Ƽ�����¶��Ҫ���ǵ�������Ҫ���Ӹ�ñ����ʱ������ϡ�������¶����������ʱ��ʹ������ֿǶ�·�����̼��������Ӹ�ñ����Ŀǰ������ͷ����״�͵�״�����ڹ��ս϶������״����������ǿ���ǣ��������ø��½���������������Ҫ���ǵ�����ë�̺ͽ�����м��ɶ�·���ա��˳��价���¶�≤23�棬¶��≤-30�棬����ˮ�ݺ���≤500-1000ppm��
18650�����������Ӽ�����

����������������ʾ��ͼ
����������������ʾ��ͼ
�߲��� ����Ƭ�Ʊ�
��Ը���Ƭ���и��ﴦ����105-110�棩���پ��Ǻ����������ͼ����������ա�Ҳ��Ҫ���Ǽ������Ⱥ����ο��ȡ��˳��价���¶�≤23�棬¶��≤-30�棬����ˮ�ֺ���≤500-1000ppm��

18650���������Ӽ�����
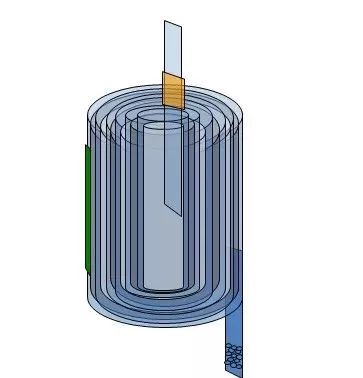
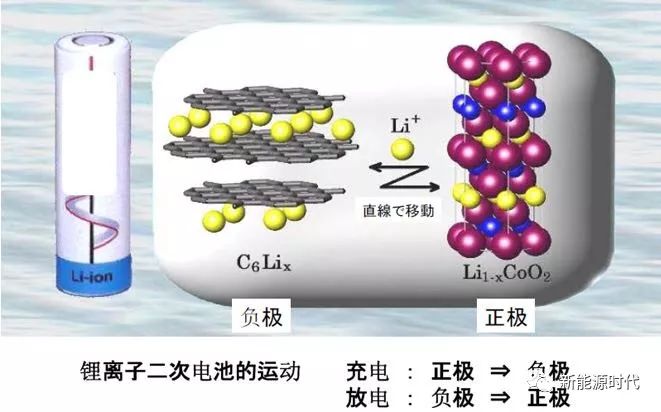
�˲��� ����
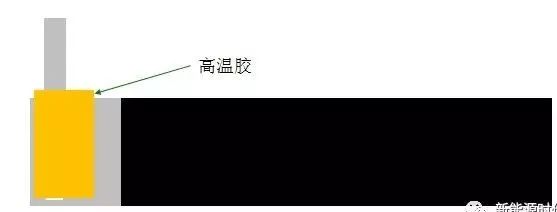
���ƾ��ǽ���Ĥ������Ƭ������Ƭͨ�����ƻ��ɵ�����о��ԭ���Dz��ø�����ס��������ͨ����Ĥ��������Ƭ���롣��Ϊ������ϵ������Ϊ�����ƵĿ��Ƶ缫��������Ƹ���������ʹ�ڻ��ɳ��ʱ������Li+���ڸ���“��λ“��š�������Ҫ�ر��ע���������ͼ�Ƭ����ȡ�
��������С����Ӱ�����������ʣ�������������ɶ�·���Ƭ���ա������ָ������������Ĥ�����λ�ã���������59.5mm������58mm����Ĥ61mm�����߾��ж��룬�����·���ա���������һ����������0.08-0.15Mpa��������0.08-0.15Mpa���ϸ�Ĥ����0.08-0.15Mpa���¸�Ĥ����0.08-0.15Mpa������Ҫ�����豸���յ������˳��价���¶�≤23�棬¶��≤-30�棬ˮ�ֺ���≤500-1000ppm��
���Ƽ�Ƭ��Ĥ����˳��ʾ��ͼ
���Ƴɾ�оʾ��ͼ
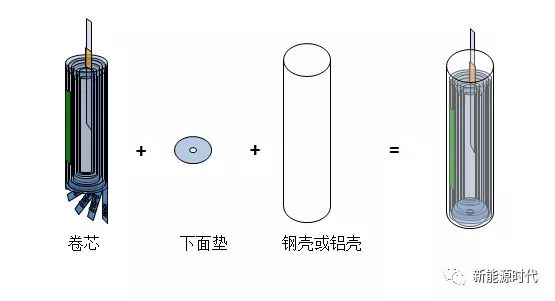
�Ų��� ���
��о���ǰ��Ҫ����Hi-Pot���Ե�ѹ200��500V�������Ƿ���ڸ�ѹ��·�����������������ǰ��һ�����Ʒ۳�����������Ҫǿ��﮵��������Ƶ�ˮ�֡�ë�̡��۳���ǰ�湤����ɺ����������о�ײ������۸�������ʹ���������Ծ�о����ף����ֱ����ֿǻ����ǣ���18650�ͺ�Ϊ������ֱ��≈18mm+�߶�≈71.5mm������Ȼ��о�ĺ����� < �ֿ��ڽ��������Լ�������97%��98.5%����ΪҪ���ǵ���Ƭ����ֵ�ͺ���עҺʱ��Һ�̶ȡ�ͬ����湤�������Ҳװ����ɡ��˳��价���¶�≤23�棬¶��≤-40�档
���ʾ��ͼ
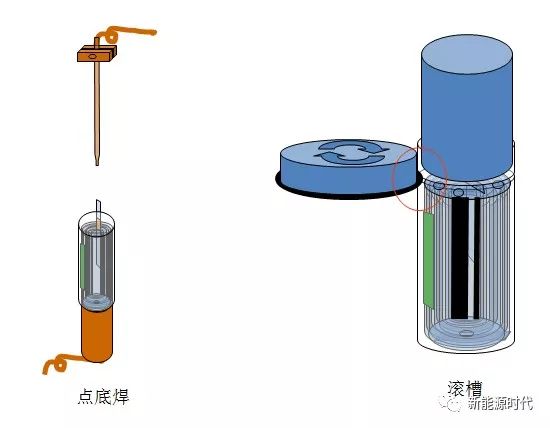
ʮ���� ����
1�������루һ����ͭ�ʻ�Ͻ���ʣ��������о�м�ס����ú�������Φ2.5*1.6mm���ﵽ������������ǿ��≥12NΪ�ϸ��������麸������ƫ���������ֿDZ�������㺸�������º��㴦����¶Һ��������
2�����ۼ�������ǽ���о�̶��ڿ����ڲ��ζ����˹������ر�ע�����ѹ�ٶȺ�������ѹ�ٶ�ƥ�䣬��������ٶȹ�������ƣ������ٶȹ���ۿ����������Ӱ��۸߽���Ӱ���ڡ���Ҫ��������ڡ��۸߹���ֵ�Ƿ��꣨ͨ��ʵ�ʺ����ۼ��㣩�������Ĺ��������1.0��1.2��1.5mm��������ɺ���Ҫ�ٴζ������������������������м����ն�≤-0.065Mpa������ʱ�䣺1��2s ���˳��价���¶�≤23�棬¶��≤-40�档
�������ʾ��ͼ
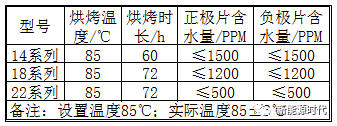
ʮһ���� ��о�濾
Բ����о��������֮���¾��Ƿdz���Ҫ��һ�����濾����о�����������У������һ����ˮ�֣��������ʱ�ð�ˮ�ֿ����ڱ�֮�ڣ���������Ӱ�������ܵķ��ӺͰ�ȫ���ܡ�һ������Զ���տ�����к濾�����������濾��о���ں�������ںø���������ò���������������85�棨��������﮵�о����������Ҫ����������ո���ѭ�����ܴﵽ����
���ֲ�ͬ�ߴ��о�濾����
ʮ������ עҺ
���濾�õĵ�о����ˮ�ֲ��ԣ�����ǰ��ĺ濾�����ܽ�����һ����ע����Һ�����濾�ϸ�ĵ�о���ٷ�������������ڣ����г��أ���¼����������עҺ�ױ�������ƺ������ĵ��Һ�����ױ��У�һ��������Һʵ�飺����о������Һ�У�����һ��ʱ�䣬���Ե�о�����Һ����һ�㰴ʵ��������עҺ��������������г���գ���ն�≤-0.09Mpa)�����ٵ��Һ����Ƭ�����м���ѭ����ȡ����о���г��أ�����עҺ���Dz��Ƿ������ֵ��������Ҫ���в�Һ��������Ҫ�������ಿ�֣�ֱ���������Ҫ�������价�����¶�≤23�棬¶��≤-45�档

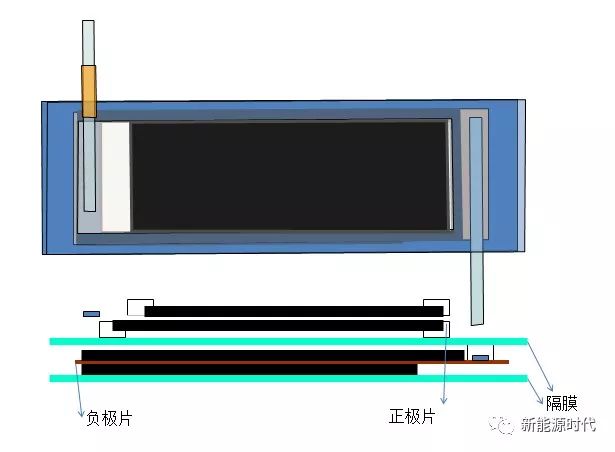
ʮ������ ������ñ
��ǰ����ñ�����������У�һ�ֽ���ñ�����ڳ�������ģ�ߣ�һ���õ�о����о���������ñ�������룬ȷ�����������ñ��������OK���³�������̤�忪�ء�֮����Ҫȫ���о���Լ켫������Ч���ٹ۲켫���Ƿ����������������������Ƿ��ɿ���������ñ�麸�ĵ�о��Ҫ���½��г�����
�������豸��������ֵ��
ʮ�IJ��� ���
Բ����﮵�ظ�ñ���Ӱ�ѹ��ɺ��г��طֵ���Һ������Ȼ�����﮵�ط�װ�����-��ڣ������ڲ��ö⣬����Ԥ�⡢�����������ɡ���ڹ�����Ҫ����ܷ�Ȧ��ѹ���ȡ��ֿ����ڳߴ硢��ں��߳ߴ硢��ں����ϺͿ���ѹ����ơ���ʱ�����¶�≤23�棬¶��≤-35�档
1���ܷ�Ȧ
ѹ���ȣ�60%��80%����Ӱ����ѹ������Ҫ����֮һ
���£�120�桫140��
���ʣ�һ��Ϊ���ұ�ϩ��
2�����Ͽ���ѹ��
����ѹ���������ʹ�ù����У��ڲ�ѹ���ﵽһ��ֵ��ʹ��Ƭ�������»�Ƭ�Ͽ����ڲ��жϵ�����·��ʹ��������·��СԲ��������ѹ ��һ����1.2��1.5 M Pa��
����ѹ�����������ڲ�ѹ����һ�������Һ������ԭ������ˮ�ݳ���ȣ�������ѹ������1.6��2.0M Pa����ñ�ϻ��İ�ӡ�̺�����ѹ��ֵ������ӡ�����ѽ���йѹ��
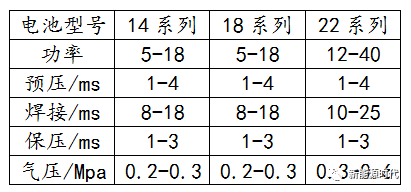
3������������Ҫ������ͺ�����ƣ����幤�����ư������±���ʾ
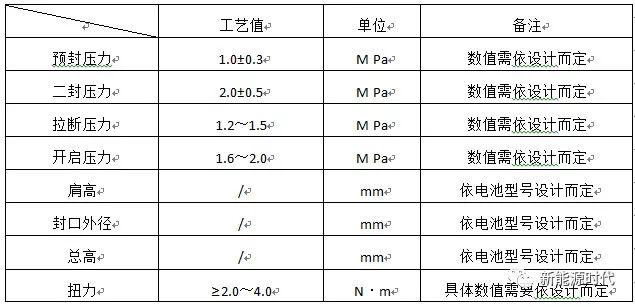
������Ʋ���
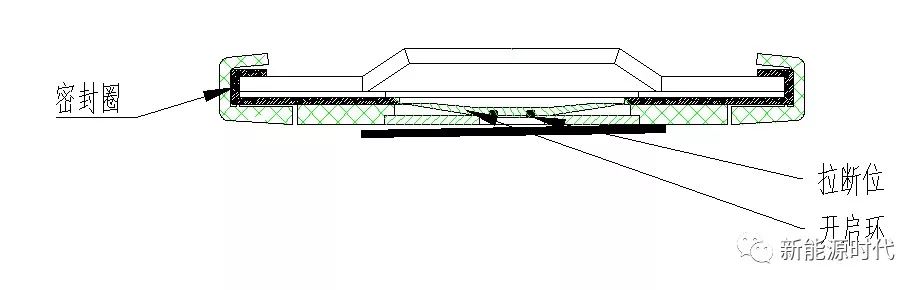
��ñʾ��ͼ
ʮ�岿�� ��ϴ
���ڷ���ڣ���ؿ�������������Һ�������л��ܼ������ڷ�ں͵���������㣨2μm��5μm���������䣬�������⡣�����Ҫ��������ϴ�ͷ��������ʱ�����¶�≈25�档
һ����ϴ����
1������������Һ������ϴһ��
2��ȥ����ˮ������ϴһ��
3����ǹ���ɣ�����40�桫60��
4��ˢ������
ʮ������ ����
1��﮵�ط�װ��Ϻ�����ɣ�Ҳ��Ӱ������������Ҫ����֮һ������ν����ָ��һ���ĵ�����ʹ��﮵���������������ʱ����������ʹ��ؾ��зŵ������ĵ绯ѧ���̡�
Ӱ�컯�ɵ����������л��ɵ�����SOC���ϻ�ʱ�估�¶ȣ�����Ҫ���ǵ�ز�����ϵ�Ͳ���Ҫ���ɲ��ǽ��ij�ŵ磬���Ǻ����Ե�����ܵ�Ӱ�졣��Ҫ���������о�����֤�����ؽ���ƥ�䡣
���ɳ�ŵ�ʾ��ͼ
2�����ɶԵ����Щ�����ܲ���Ӱ�죿
1����Ч���ηŵ�����/Ԥ������֮�ͣ���Ч%
2���ŵ��������������ȣ��ŵ�ƽ̨ʱ��
3����������
4��ѭ������
5���Էŵ�����
6����������ֵ
……
���綯����LFP����������ﮣ��Ļ��ɹ����о����±�
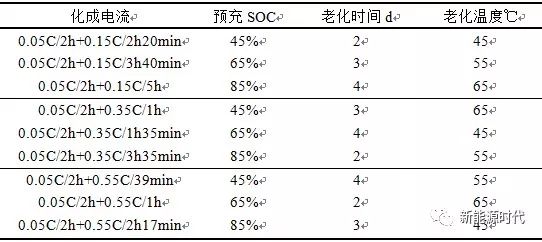
3��������
1��≥65���ϻ�ʱ������Ժ��ڵ����ܸ����
2��Ԥ��SOC���״γ�ŵ�Ч����һ��Ӱ�죬��Ч��ŵ����������
3�������Ӱ�챶�ʺ�ѭ������
……
4�����ɹ����쳣����Щ��
�쳣������Ҫ10ms��100ms���IJ�������ϵͳ�����ݽ�Ϲ��ա��䷽���з���
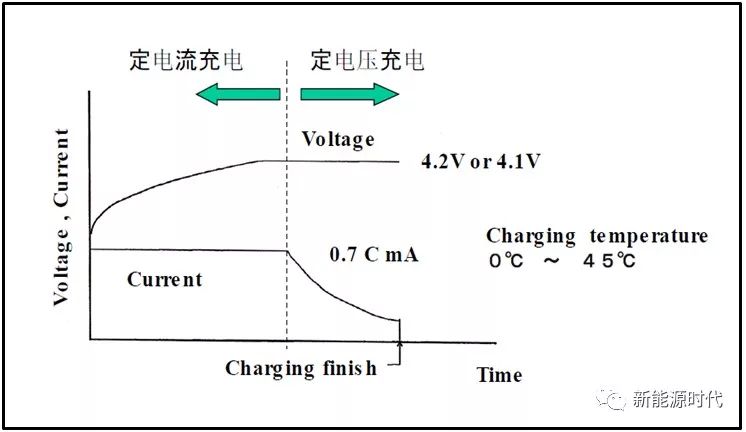 CC-CV����
CC-CV����
1���������Σ�U�����������仯б�ʽϴ��ڲ����ܴ�����·����ѹ���Σ�I�����������仯б�ʽϴ��ڲ����ܴ�����·��
2������Ҳ����ֳ䲻���磿���ɸ�ѹ�����ɵ�ѹ�������쳣��
ʮ�߲��� ����
���ݼ��Ի�����ĵ�ؽ��г�ŵ磬ͳ�Ƶ�ص��������������ȡ��ŵ�ƽ̨��ѹ������������֣��Ա�ֵ����顣
1��������ָ�ŵ��������һ���ѭ��3��5��ȡ�м�ij�ηŵ�����Ϊ�������һ����Ԫ���س�ŵ���Ϊ0.5C�����������Ϊ0.5C��1C������﮵��Ϊ1C������﮵��Ϊ0.2C��0.5C��
2���������ȣ��������У�������������/������+��ѹ��������֮�ͣ�*100%
3���ŵ�ƽ̨ʱ�䣺ָ�ڵ����≈��Ƶ�ѹ�ŵ����ʱ��
(���α༭������)




������ע�� ����Դ��XXX�����й�������ˣ�������Ʒ����ת��������ý�壬ת��Ŀ�����ڴ��ݸ�����Ϣ����������������ͬ��۵�Ͷ�����ʵ�Ը���
������Ʒ���ݡ���Ȩ������������Ҫͬ������ϵ�ģ�����һ���ڽ��У��Ա����Ǽ�ʱ������
QQ��503204601
���䣺cbcu@cbcu.com.cn
-
����ION��˾��̬�����ͻ�ƣ���125��ѭ��������˥������5%
2024-03-11 22:56 -
���Ȧ�û�й�ͬ��ԣ
2023-05-17 09:20 -
����ӵ�ظ�Ĥ����Ҫ���ܲ�������Щ��
2023-01-24 18:18 -
���������﮵�ò�Ʒ�Ƿ�һ���ܰ﹫˾ҵ�����֣�
2023-01-24 18:16 -
﮵��ҵ��������Ӿ����ϵͳ������Ч��
2023-01-24 18:11 -
�綯���г��������۳��� �ʽ���С��֮�����ܸ��磡
2023-01-24 18:10 -
��ԣ�Ƽ���3��ԪͶ��﮵������������Ŀ
2023-01-10 15:53 -
��������ʱ���ĵ�ؼ����ϴ�
2022-09-06 09:32 -
Ǧ�ᡢ���ӡ����⡢﮵����ȱ��Ա�
2022-06-21 08:42 -
Ϊ�Ͼɵ�ؿ����������Ͼ�NCM��˫���ܴ���ʵ���λ�������
2022-05-19 11:46
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|


-
����ION��˾��̬�����ͻ�ƣ���125��ѭ��������˥������5%
2024-03-11 22:56 -
���Ȧ�û�й�ͬ��ԣ
2023-05-17 09:20 -
����ӵ�ظ�Ĥ����Ҫ���ܲ�������Щ��
2023-01-24 18:18 -
���������﮵�ò�Ʒ�Ƿ�һ���ܰ﹫˾ҵ�����֣�
2023-01-24 18:16 -
﮵��ҵ��������Ӿ����ϵͳ������Ч��
2023-01-24 18:11 -
�綯���г��������۳��� �ʽ���С��֮�����ܸ��磡
2023-01-24 18:10 -
��ԣ�Ƽ���3��ԪͶ��﮵������������Ŀ
2023-01-10 15:53 -
��������ʱ���ĵ�ؼ����ϴ�
2022-09-06 09:32
-
2024﮵�����б���
2024-05-24 18:59 -
С����ֵ�����죬������ʱ���������ʹ�˾��
2024-05-20 19:05 -
���﮵���Ŀ��ֹ���ذ��ļ�������ҵ����������ܣ�
2024-05-15 19:12 -
Я�ֶ�������������ҵ5����������Ŀ����/ǩԼ!
2024-05-21 18:46 -
�ذ�������Դͻ���������ã���̬���������������
2024-05-28 18:18 -
Ͷ�ʳ�25��Ԫ�����﮵���ҵ�������������ػ�ѧƷ��Ŀ
2024-05-22 19:20 -
��һ10GWh��Ŀ��������̬��ؾ����ҵ����Ҫ��ã�
2024-05-11 19:17 -
����ʱ�������ǵϡ��д��º���ͬ����ε�����ֵ�����
2024-05-09 18:48

��ֵ�ɾ���ҵƷ�ƣ��߳�Ϊ���ṩ�������ȵ���Ѷ
��ICP��2024061100��
 �Ź��ں�
�Ź��ں�