

Ӱ��綯������ؼ�϶�����ɷ����Ե���������
ʱ��:2020-10-25 15:54��Դ:�������� ����:Elisha
���:
��
��Ȼ��ͬ����������ӵ���Ų�ͬ�ĵ綯�����������ƣ���ͨ������£�������̶�����ȴ���ϣ�������Ҫ���̼�������Ҫһ����Ϊ��϶�����ĵ��Ⱦۺϲ��ϡ��ڴ���Ӧ���У����ڼ�϶�����ڹ̻�ǰ�ܹ���Ӧ����ֲڶȣ���������������ȵ棬���迹�ϵ͡���϶�����ܹ��ܺõظ����ڱ����ϣ����������й������ṩ��е֧�ţ�������ԭʼ�豸�������ϸ�ı������ǣ������Ҫ��ж��أ����ճ����Ҳ�������ս��

��ͼƬ��Դ��chargedevs��
�ڳ�����������У���ͼ1��ʾ�������ģ����ܵذ���һ��������ȵ������ռ�������ܶȡ����ǣ������ڵĵ�����й��ڽ��գ������ײ�ж������ӱ�Ե�ʹ�ֱ��������ء�
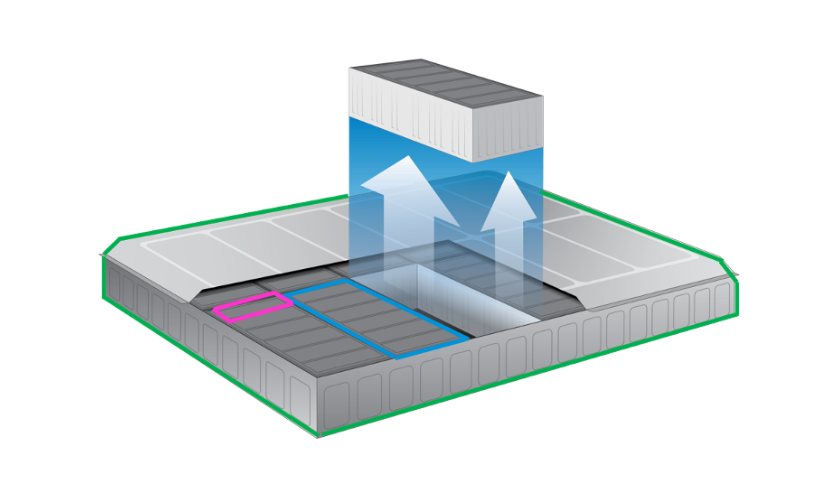
ͼ1
�ڲ�ж�����й��ϵĵ��ģ��ʱ��ֻ�в��ƻ�����ģ�����ȴ�壬�����ĵ����ž��пɷ����ԡ���ж���ģ������Ҫ�õ���ȡ���ڼ�϶���ϵ�ճ��ǿ�ȣ�������ȡ���ڼ�϶���ϵı������ܡ���еǿ�Ⱥ͵�ز�ж�������ڵ綯�����г�����ؾ��пɷ����Էdz���Ҫ�����ȣ��������ظ�ʹ�úͻ��գ����Լ����˷ѣ��ƶ��ɳ�����չ���Ի�����������Ӱ�죻���⣬���������ʵ�ľ���Ӱ�졣
ճ��ʧЧģʽ
�����漸����ʾ�ķ���ͼ�У���ͷ��ʾ���������ƶ�CoolTherm®��϶������Ʒʱ��ƽ���������ӣ���ɫ������٣���ɫ������������ֵ�������t���飬αֵΪ0.05��������������ֵ�IJ����Ƿ����ͳ�����塣����ģʽͨ��ÿ������ͼ�ԱߵĴ�����ͼ����ʾ������ģʽ�������£�
ճ���ԣ�coh��ʧЧ��������϶���������ʧЧ�����ֻ��Ķ����ڼ�϶����
ճ�ϼ���adh��ʧЧ���������϶�����֮��Ľ���ʧЧ��ֻ��һ���������м�϶����
��ϣ�mix��ʧЧ��ճ�ϼ���ճ��ʧЧ�Ļ���壬���ĵ�ijЩ������û���κμ�϶����
���֮�£����ȴ���Ƕ�������һЩԭʼ�豸�����̸�Ը������ճ���ԣ�coh������ʧЧ�����ǣ�ճ�ϼ���adh��ʧЧ��������ϴ�������������潫�����ģ���϶�����ʧЧ�����������ԣ�Ҳ�ǻ��ı������õĽ����
Ӱ���϶���Ϸ����Ե���������
1�������ı���ЧӦ
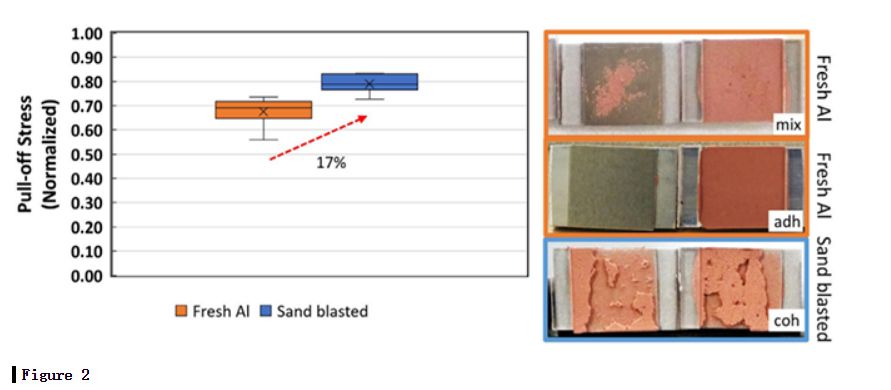
Ϊ�������ֲڱ����������Ӱ�죬��T�ֱ��������ɰ������ʹ�ñ���ֲڶȲ����ǣ�Mitutoyo��SurftestSJ-210��������ISO1997��������ֲڶȡ�����������ƽ���ֲڶ�(Ra)Ϊ0.35±0.05µm������ɰ�����ƽ���ֲڶ�(Ra)Ϊ4.66±0.30µm��
��ɰ������ı���ֲڶ�ԼΪԭʼ�����10������������ɰ�Ĵ�ֱ������ͼ2��ʾ��������ɰ�����ƽ������������17%�����ߵ�ƽ��ֵ��������ԡ�
��ͼ2����ʾ��ʧЧģʽҲ���Դ����������ճ�ϼ�/���ʽ��adh/mix���л�����ɰ�����ճ����ʧЧ��coh������һ�����ʾ���ڲ��Դ�ֱ���ο��ټӹ���϶����ʱ��������ı���ֲڶ�ʮ����Ҫ��
2)���ٵ�Ӱ��
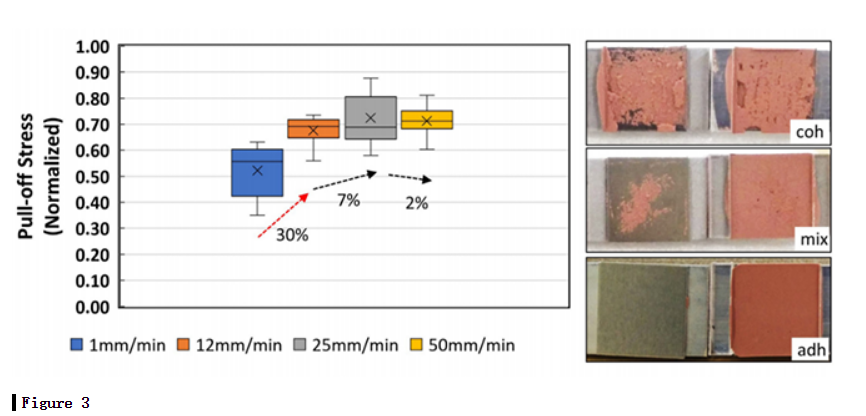
��Ͼۺ����ճ������Ϊ���о���Ա����������(Ӧ����)��������Ӱ�죬�����ͼ3��ʾ��ճ���϶������1mm���䡣�����ԣ������������ٵ����Ӷ�������Ȼ������12 mm/min֮�ͱ����Եļ�϶���϶��ԣ��������Ӳ�̫���ԣ���ʧЧģʽ���Բ�ͬ����1mm/minʱ��Ϊճ����(coh)ʧЧģʽ�����ٶȴ��ڻ����12 mm/minʱ����ҪΪճ�����adh��ʧЧģʽ��ż�л�ϣ�mix������μ���ͼ��
3)ճ����ȵ�Ӱ��
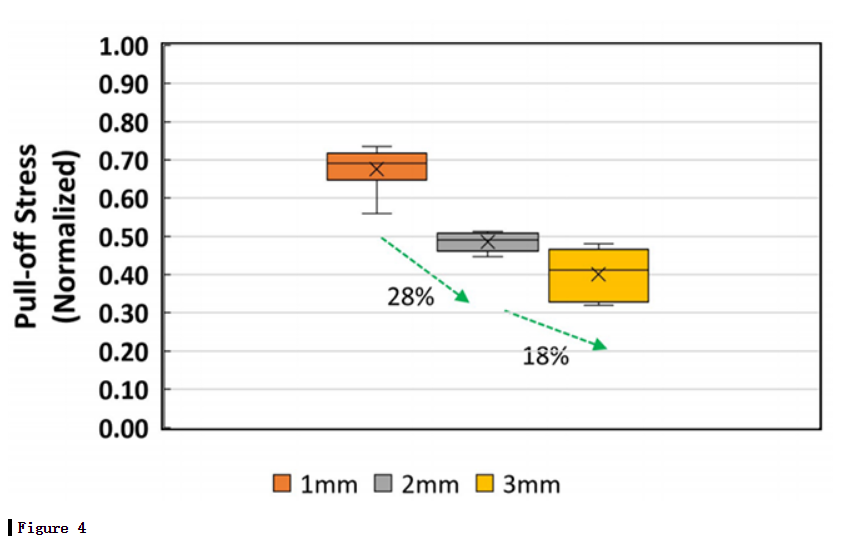
��һ���о�������ճ����ȶ�������Ӱ�죨ͼ4��������ϼ�϶��1 mm���ӵ�3 mmʱ��������С��ʧЧģʽ��1mmʱ��ճ�ϼ�/����ԣ�adh/mix��ʧЧ����ȫת��Ϊ2mm��3mmʱ��ճ�ϼ���adh��ʧЧ��
��ҵ��������
�����ؿ��Դӱ�Ե��ֱ��������������ľ���ʩ�����������Լ���50%���ϡ����Dz��Ե�CoolTherm®��϶������ʧЧģʽ���ӱ�Ե����ʱ����ȫճ�ϼ���adh��ʧЧ��������������ʱ��ճ�ϼ�/����ԣ�adh/mix��ʧЧ��
���ģ����װ���ܣ���˿������ӱ�Ե���а��롣�ӵ���1.4�Ƚǵı�Ե����ʱ���ڽ�ϵ����ǰ����Ե��ƽ��λ�ƽ�Ϊ0.6 mm������ͨ���ߴ���ģ�飨40 cm×20 cm����˵��ͬ����1.4�Ƚǣ�ģ��֮��ļ�϶��Ҫ�ﵽ4-5 mm�����ܷ����ж�������������������ģ�����ʩ����ȵ���������Խ������������50%���ϣ�����������ȴ��Ŀ����ԡ�




�������������Ľ��������߸��˹۵㣬���й���������ء���ԭ�����Լ����г������ֺ�����δ������֤ʵ���Ա����Լ�����ȫ�����߲������ݡ����ֵ���ʵ�ԡ������ԡ���ʱ�Ա�վ�����κα�֤���ŵ������߽����ο����������к�ʵ������ݡ�
������ע�� ����Դ��XXX�����й�������ˣ�������Ʒ����ת��������ý�壬ת��Ŀ�����ڴ��ݸ�����Ϣ����������������ͬ��۵�Ͷ�����ʵ�Ը���
������Ʒ���ݡ���Ȩ������������Ҫͬ������ϵ�ģ�����һ���ڽ��У��Ա����Ǽ�ʱ������
QQ��503204601
���䣺cbcu@cbcu.com.cn
������ע�� ����Դ��XXX�����й�������ˣ�������Ʒ����ת��������ý�壬ת��Ŀ�����ڴ��ݸ�����Ϣ����������������ͬ��۵�Ͷ�����ʵ�Ը���
������Ʒ���ݡ���Ȩ������������Ҫͬ������ϵ�ģ�����һ���ڽ��У��Ա����Ǽ�ʱ������
QQ��503204601
���䣺cbcu@cbcu.com.cn
����ϲ��
-
����ION��˾��̬�����ͻ�ƣ���125��ѭ��������˥������5%
2024-03-11 22:56 -
���Ȧ�û�й�ͬ��ԣ
2023-05-17 09:20 -
����ӵ�ظ�Ĥ����Ҫ���ܲ�������Щ��
2023-01-24 18:18 -
���������﮵�ò�Ʒ�Ƿ�һ���ܰ﹫˾ҵ�����֣�
2023-01-24 18:16 -
﮵��ҵ��������Ӿ����ϵͳ������Ч��
2023-01-24 18:11 -
�綯���г��������۳��� �ʽ���С��֮�����ܸ��磡
2023-01-24 18:10 -
��ԣ�Ƽ���3��ԪͶ��﮵������������Ŀ
2023-01-10 15:53 -
��������ʱ���ĵ�ؼ����ϴ�
2022-09-06 09:32 -
Ǧ�ᡢ���ӡ����⡢﮵����ȱ��Ա�
2022-06-21 08:42 -
Ϊ�Ͼɵ�ؿ����������Ͼ�NCM��˫���ܴ���ʵ���λ�������
2022-05-19 11:46
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ר��


�������
-
����ION��˾��̬�����ͻ�ƣ���125��ѭ��������˥������5%
2024-03-11 22:56 -
���Ȧ�û�й�ͬ��ԣ
2023-05-17 09:20 -
����ӵ�ظ�Ĥ����Ҫ���ܲ�������Щ��
2023-01-24 18:18 -
���������﮵�ò�Ʒ�Ƿ�һ���ܰ﹫˾ҵ�����֣�
2023-01-24 18:16 -
﮵��ҵ��������Ӿ����ϵͳ������Ч��
2023-01-24 18:11 -
�綯���г��������۳��� �ʽ���С��֮�����ܸ��磡
2023-01-24 18:10 -
��ԣ�Ƽ���3��ԪͶ��﮵������������Ŀ
2023-01-10 15:53 -
��������ʱ���ĵ�ؼ����ϴ�
2022-09-06 09:32
�����ȵ�
-
2024﮵�����б���
2024-05-24 18:59 -
С����ֵ�����죬������ʱ���������ʹ�˾��
2024-05-20 19:05 -
���﮵���Ŀ��ֹ���ذ��ļ�������ҵ����������ܣ�
2024-05-15 19:12 -
Я�ֶ�������������ҵ5����������Ŀ����/ǩԼ!
2024-05-21 18:46 -
�ذ�������Դͻ���������ã���̬���������������
2024-05-28 18:18 -
Ͷ�ʳ�25��Ԫ�����﮵���ҵ�������������ػ�ѧƷ��Ŀ
2024-05-22 19:20 -
��һ10GWh��Ŀ��������̬��ؾ����ҵ����Ҫ��ã�
2024-05-11 19:17 -
����ʱ�������ǵϡ��д��º���ͬ����ε�����ֵ�����
2024-05-09 18:48

©2017 ��Ȩ���� ��ɫ�ǻ���Դ�����о�Ժ ������̩�Ƽ�������������˾ �а� Power by DedeCms
��ֵ�ɾ���ҵƷ�ƣ��߳�Ϊ���ṩ�������ȵ���Ѷ
��ICP��2024061100��
��ֵ�ɾ���ҵƷ�ƣ��߳�Ϊ���ṩ�������ȵ���Ѷ
��ICP��2024061100��
 �Ź��ں�
�Ź��ں�