

FEV采用“电池到模块”方法 推出创新型高性能电池系统
时间:2021-06-15 08:39来源:盖世汽车 作者:刘丽婷
点击:
次
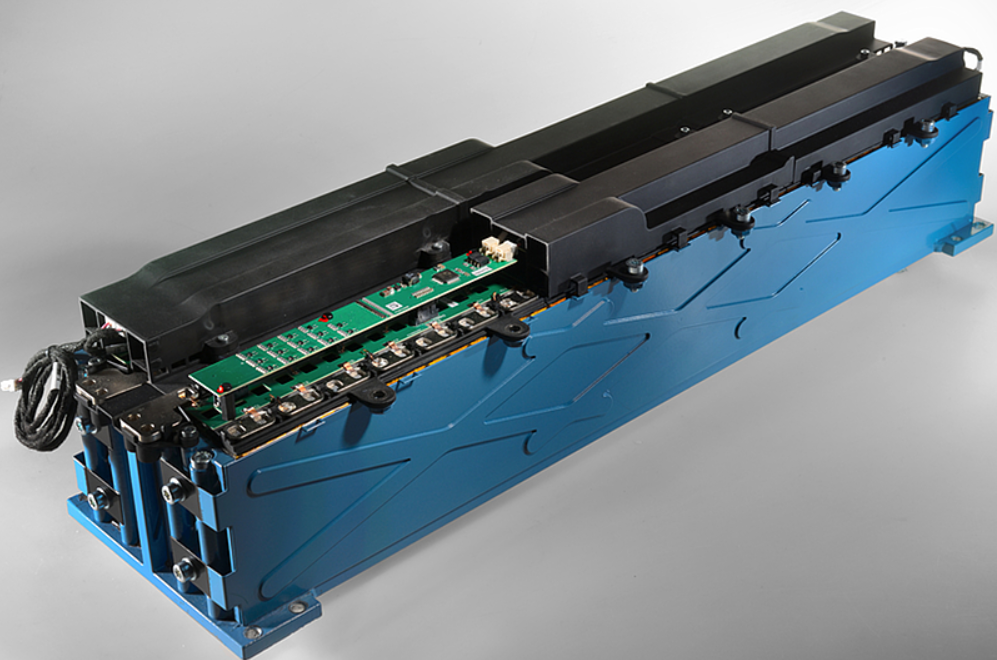
(图片来源:FEV)
6月10日,全球领先汽车和动力系统硬件和软件开发服务供应商FEV采用“电池到模块”(cell-to-module)的方法推出一种创新型高性能电池系统,可应用于混动汽车。除成本和封装优化的T骨设计外,该模块化、高度集成的概念系统还采用创新型主动母线冷却技术,可实现最高功率密度。该电池系统功率密度高达2 kW/kg,能量为2 kWh,且重量仅为50kg时,可以提供功率100kW,因此可很好地为混动汽车提供支持。
带集成冷却功能的T骨结构
FEV和沃尔沃汽车公司示范并验证了该电池概念。此概念基于中央、功能集成的T骨元件创建,可用于具有集成冷却功能的电池机械结构,从而提供成本、重量和封装均优化的模块设计。
FEV集团首席执行官Stefan Pischinger教授表示:“该系统显著减少了组件数量和组装步骤。我们还为功能集成的T骨结构元件选择了挤压工艺,从而确保高度灵活性,并进一步推动降低成本。此外,该模块采用紧凑设计,可堆叠多个模块。”
电芯可通过导热粘合剂连接到T骨结构的两侧。为使电芯与T骨载体电绝缘,还采用了粉末涂层。通过这种方式,该涂层和导热粘合剂的层厚可使得冷却剂和电池电芯间的热接触电阻达到最小。
为补偿电池在T骨结构元件长度导致的电芯容差,以及使电池电芯外壳彼此绝缘,每个电池电芯间都会采用自粘压缩泡沫。为了将电池组机械地固定到载体上,它们通过两个端板被压到一个既定长度,然后通过穿过端板的螺钉固定到T骨结构元件的端件上。
多功能模块盖
在这个概念中,传感器布线以及从属单元被置于电芯触点间的中央。用于对电芯进行额外冷却的气流会通过模块盖引导。风管通过母线与从属单元平行延伸。因此,模块盖还具备多种功能,进一步减少单个组件的数量和模块重量。气体流经T骨内部的冷却通道,使电池电芯的侧面和底部得到冷却。
结构部件中冷却系统的功能集成优化了电池的空间要求和重量。此外,创新型母线冷却系统通过针对性管理“热点”的电芯温度,从而提供最大的功率密度。
一站式商店——从设计到组装
FEV遵循“为制造而设计”的方法,并将其电池组装和电池测试团队中经验丰富的员工整合到概念和设计开发团队中。在德国亚琛附近的阿尔斯多夫,FEV有一个高度灵活的电池组装工厂,面积为1,400平方米,电池年产量高达1,000块。在该工厂,产品组合范围可覆盖单个创新原型和概念电池到大量开发样品和大批量小系列电池,可用于小型48V混动电池,以及纯电动汽车大型地板下的800V电池。这些经验可直接帮助FEV开发电池。即使在早期设计阶段,电池组装专家也会加入开发团队,并关闭“开发圈”。
整合电池测试团队的经验同样重要。FEV全新eDLP位于德国莱比锡附近,是世界上最大的高压电池、电动动力总成和其他非电气部件的开发和测试中心。在该中心,FEV提供了约70个场地用于性能、耐久性和滥用等测试,总面积为42,000 平方米(约452,100平方英尺),其中有15个场地涵盖了所有常见的环境测试,共占地约2,500平方米(约26,910平方英尺)。
Pischinger教授表示:“客户非常欣赏FEV,因为他们可完全从单一来源获得开发服务,包括开发和设计、组装、车辆集成、调试和校准、组件测试以及完整的电池系统。”




免责声明:本文仅代表作者个人观点,与中国电池联盟无关。其原创性以及文中陈述文字和内容未经本网证实,对本文以及其中全部或者部分内容、文字的真实性、完整性、及时性本站不作任何保证或承诺,请读者仅作参考,并请自行核实相关内容。
凡本网注明 “来源:XXX(非中国电池联盟)”的作品,均转载自其它媒体,转载目的在于传递更多信息,并不代表本网赞同其观点和对其真实性负责。
如因作品内容、版权和其它问题需要同本网联系的,请在一周内进行,以便我们及时处理。
QQ:503204601
邮箱:cbcu@cbcu.com.cn
凡本网注明 “来源:XXX(非中国电池联盟)”的作品,均转载自其它媒体,转载目的在于传递更多信息,并不代表本网赞同其观点和对其真实性负责。
如因作品内容、版权和其它问题需要同本网联系的,请在一周内进行,以便我们及时处理。
QQ:503204601
邮箱:cbcu@cbcu.com.cn
猜你喜欢
-
研究人员采用磁性纳米粒子从水源中提取有价值元素 可用于电动汽车电池
2021-05-13 21:48 -
美国大学建议不要采用快充法给汽车电池充电 研发新充电方法
2020-04-27 15:46 -
高性能钾电池采用非易燃电解质 打造下一代储能系统
2020-02-19 10:21 -
电动汽车可能很快会采用聪明的新型锂金属电池技术
2019-10-27 17:49 -
液体锂硫和锂硒电池采用固体电解质 能量密度高达500Wh/kg
2019-10-27 17:34 -
KAIST采用多级孔氮化钛材料 提升锂硫电池性能
2019-02-06 21:05 -
《自然・通讯》化学所采用挥发性固体添加剂优化有机太阳能电池活性层形貌
2018-11-29 11:17 -
密歇根大学采用陶瓷层电解质 提升锂金属电池性能并预防电池起火
2018-08-27 16:58 -
哈佛大学新型有机液流电池采用了长寿命的“圣经”分子
2018-07-29 23:11 -
10分钟快充时代来临:王朝阳团队极速充电技术被美国能源部采用推广
2018-05-14 13:53
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|

专题

相关新闻
-
研究人员采用磁性纳米粒子从水源中提取有价值元素 可用于电动汽车电池
2021-05-13 21:48 -
美国大学建议不要采用快充法给汽车电池充电 研发新充电方法
2020-04-27 15:46 -
高性能钾电池采用非易燃电解质 打造下一代储能系统
2020-02-19 10:21 -
电动汽车可能很快会采用聪明的新型锂金属电池技术
2019-10-27 17:49 -
液体锂硫和锂硒电池采用固体电解质 能量密度高达500Wh/kg
2019-10-27 17:34 -
KAIST采用多级孔氮化钛材料 提升锂硫电池性能
2019-02-06 21:05 -
《自然・通讯》化学所采用挥发性固体添加剂优化有机太阳能电池活性层形貌
2018-11-29 11:17 -
密歇根大学采用陶瓷层电解质 提升锂金属电池性能并预防电池起火
2018-08-27 16:58
本月热点
-
第九期电池制造工程师职业技能等级评价成功举办,189名学员成为电池行业中高级工程师
2021-06-15 08:49 -
5月动力电池装车9.8GWh,宁德时代/比亚迪排名前三
2021-06-11 22:12 -
磷酸铁锂电池产量占比已超三元电池 特斯拉、大众都关注
2021-06-16 08:16 -
锂电池产业上游核心龙头一览
2021-06-14 15:24 -
如何看待Pack内铁锂和三元混用
2021-06-01 09:25 -
可充电中性锌空气电池:进展,挑战和未来
2021-05-19 10:59 -
关于征集《锂离子电池用连续式真空干燥系统技术规范》等两项行业标准的函)征求意见程序
2021-05-31 22:53 -
揭开赣锋锂业的家底
2021-06-03 09:46
 企业微信号
企业微信号 微信公众号
微信公众号