

﮵�ص缫�䷽����ôȷ����
��������������������Ƭ��Ʋ�����Ҫ�����������ʸ��ء���϶�ʡ�����Լ��������ʡ�ճ�ϼ��͵������Ӽ�֮��ı������ڵ缫�䷽���棬�����Ѿ������˺ܶ࣬����ʯī-LFP��ϵ������40�����䷽�����Բ��ϵı�����60%��95%��ճ�ϼ��ı�����2%��25%���������Ӽ��ı�����3%��30%����Щ�䷽��Χ�ر��������ҵ���棬�缫�䷽Ҳ�Ƿdz����ܵģ����ۼ����������Ǿ������������λҲ�����漰������IJ�����ϵ���䷽��
��ô���缫�䷽������ʲô����ָ���𣿸�����������ôȷ�������䷽�ģ��Ҵ�������һֱ����ѧϰ������⣬����Ѱ�Ҵ𰸡������������������������ͨ������ʵ�飬�Ż��ܽ�ĵ缫�䷽���������һ��������ݣ���ש����ӭ������ۡ�
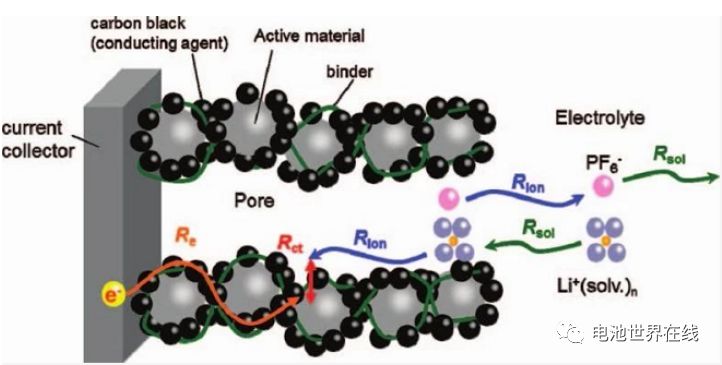
����ӵ�ؼ�Ƭ�ɿ���һ�ָ��ϲ��ϣ���Ҫ�����¼�������ɣ�(1)�������ʿ�����Ƕ����ѳ�����ӣ����������ṩ�Դ������������������ӣ�(2)�������������ϵ������(̼����)��ճ�����������ʿ�����Ϳ���뼯���壬�������ͨ���ӣ�(3)��϶���������Һ�����Ǽ�Ƭ������Ӵ����ͨ����
�缫�л������ʡ��������ճ���֮��ı����Լ����ǵķֲ�״̬��Ӱ����ӡ����ӵĴ��䣬�缫����ĵ绯ѧ��Ӧ�ȣ��Ӷ�Ӱ�������ܡ�����ĵ���۽ṹ��ͼ1��ʾ���������ճ�����ַ�ɢ,���ȷֲ��������ʿ�������,��������ͨ�γɵ��Ӵ�������,ճ����ֲ�����,ȷ������Ϳ��Ľ��ǿ�Ⱥͻ�е�ȶ��Ը�,�������ʿ�������ԭʼ��ò����ɢ����,��������,�γɴӵ缫���浽������Ĵ�ֱ��,ȷ�����Һ��ֽ���,ʵ������ӵĿ��ٴ�����
��ô���Ż��缫�䷽��ʲô����ָ�����أ����½��ܼ��־�����Ż�������
����������������ģ��
��������ָֻ�е����ڸ��ӿ�϶�������ռ�ݺ���Щ��϶�����γ�һ���������硣������ӿ�϶�������ռ�ݵĸ�����P��ռ�ݸ���P�������ͨ���ı䵼�������״��ʵ�֡���P����ij�ٽ�ֵPcʱ���ͻᷢ������ת�䣬��ϵ�����ʻ�ͻȻ��С�����������̬�������ڶ�,����״̿�ں͵���ʯī����ά�ṹ,��̼��ά��̼������һά�ṹ,ʯīϩ�Ƕ�άƬ״�ṹ,��������۽ṹ������ֲ���Ӱ�쵼�����ܵ���Ҫ���ء�ϸС����״����ά�ṹ�ĵ�����ǵ�Ӵ�����״һά�ṹ��������߽Ӵ�,Ƭ״��ά�ṹ���������Ӵ�������״������������ڻ������ʿ���������ȷ�ɢ,��������ʽ��ܽӴ�,�γ����õĶ̵̳���ͨ·,�����������缫�ĺ�ȷ��������γɳ��̵ĵ��Ӵ���ͨ������һά�ṹ�ĵ����������������γɽ��ܽӴ�,�̵̳��Ӵ�����,һά�����ṹʹ���̵��Ӵ������ܺá�ʯīϩ���кܸߵĵ絼�ʼ���ά�����Ľṹ����,ͨ����������ʵ�“��—��”�Ӵ�,ʹ�ú��ٺ�����ʯīϩ�Ϳ�����Ч��ߵ缫�ĵ��ӵ絼��,�����ɢ����,�ž۵�ʯīϩ��Ե缫�ڲ�����ӵĴ�������谭,Ӱ��߱��������µ�����ܵķ��ӡ��ۺ����ø�����̬��������ŵ�,���ö��ֽṹ�Ļ�ϵ�����������γ������ĵ�������
��״��������ٽ�ֵPc(������ֵ)����ά״�������ܶࡣ��ˣ���ά״��CNTs��VGCF��Ϊ�����ʱ�����������ӳ����Ƚϴ��ڸ�����������ģ����,1 ��CNIs��VGCF��ͬʱռ�ݶ�����ڿ�϶������״��̿������1��ֻ��ռ��1����϶��ֻ�����ڿ�϶��ռ�ݺ�����γɵ������硣��ˣ�ͬ�������£���ά״��CNTs ��GCF������γ���������Ա�̿�����ӵĿ����Դ�ܶ࣬��ͼ2��ʾ��
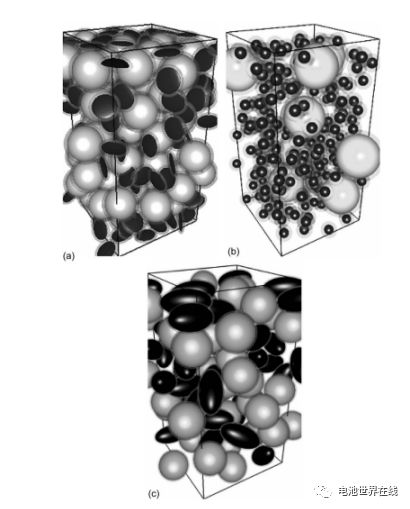
ͼ1-2 Ƭ״������״��������ά״�������������ʽṹʾ��ͼ
���縴�ϲ��ϲ������������ԭ���ǣ����ŵ�������Ũ�ȵ����ӣ���������֮�俪ʼ��Ӵ������γ�����������������ʱ�����ϵĵ絼��ͻȻѸ�����ӡ�����������ۿ�������ָ���Ż��缫�䷽�еĵ����������Kirkpatrick��Zallen�Ƚ���Flory����������������������γ�,���������ͳ�Ƶ��������۷���:
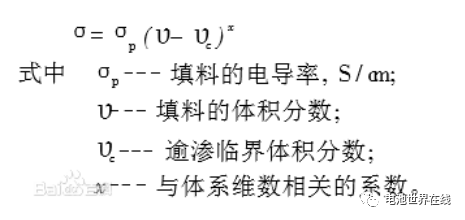
���ڶ�ά��ϵx�ĵ���ֵΪ1.3;������ά��ϵxΪ1.9,���ƶϳ�,��״����ֻ����������ﵽ16%����ʱ,�Ż��γɵ������硣������У�̿���ർ����ܹ����ͨ��������ֵһ����Ϊ��3%��ʵ���У�����ض��IJ�����ϵ��ͨ��ʵ�����ȷ��������ֵ��
Doyle/Fuller/Newman���ģ���Ż��缫�䷽
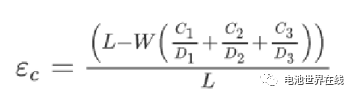
����ģ���������£��缫��϶�ʼ��㹫ʽΪ��
���ڵ缫�ĵ絼�ʣ��������¹�ʽ���㣺
ճ����͵���������������ֵ�����ݸ��Ե����ܶȣ�����ת��Ϊ������ֵ��
���ĸ��ݵ绯ѧģ�ͣ��Ż�ճ����͵�����ı�����
���ϸ�ʽ�У���ĸ�������£�
L�ǵ缫Ϳ���ȡ�
W�ǵ缫Ϳ�㵥λ�����������
Dk�Ǹ���ֵ����ܶȣ�Ck�Ǹ���ֵ������ٷֱȣ�����1�����������ʣ�2����ճ�ϼ���3��ʾ�������Ӽ���
σc�ǵ缫�絼�ʣ�σ3pure�Ǵ�������ĵ絼�ʡ�
φ�ǵ缫Ϳ���и���ֵ����������2����ճ�ϼ���3��ʾ�������Ӽ���
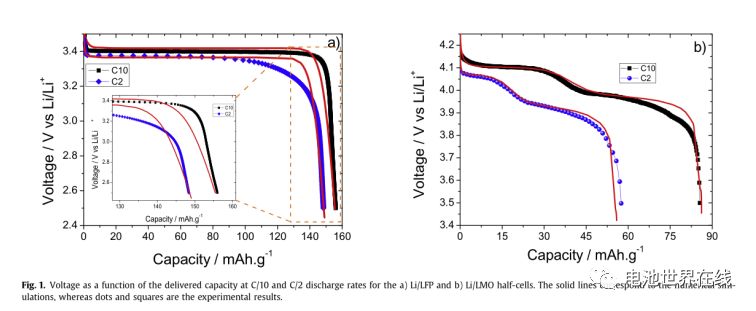
ͼ2-1ģ������ʵ�����ֵ�Ƚ�һ�£���֤��ģ�͵���Ч�ԣ������ڵ���䷽��ơ�
�����������ʵĵ��ӵ絼�ʺܵͣ��缫�е��ӵĴ�����Ҫ���ɵ��������ɵĵ�������е���������������������ԶԵ缫�ĵ������ܾ�����Ҫ���塣
Ҫ�ڵ缫���γ������ĵ������磬��������������ͱ���ﵽһ�������ҵ��������֮��Ҫ�γ���Ч�Ӵ������ȣ��̶��������ʺ���C1���ı�ճ�������C2���͵��������C3�����ı�nֵ���о��缫�䷽��Ӱ�졣
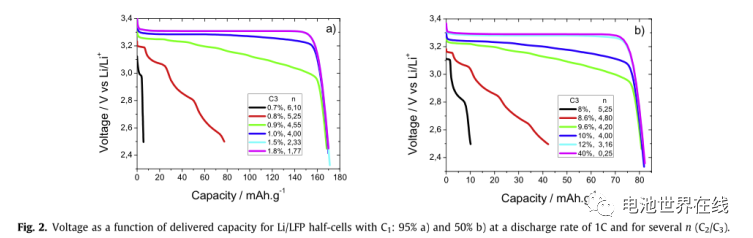
ͼ2-2a��LFP���أ�C1=95%����ͬ�ĵ��������C3��n��ͬ���£��ŵ�����
ͼ2-2b��LFP���أ�C1=50%����ͬ�ĵ��������C3��n��ͬ���£��ŵ�����
��C1=95%��C3����1����n <4��ʱ����ز��ȶ�����������ʧ���أ���C3����1��ʱ��������ܻ����ȶ��������ӽ�170mAh����C1=50%ʱ����ֵ��Ϊn=4����������������ض������Ļ��Բ���C1������C3����Сֵ��ά�ֵ����貢��û��������ʧ��������n�����ֵ��
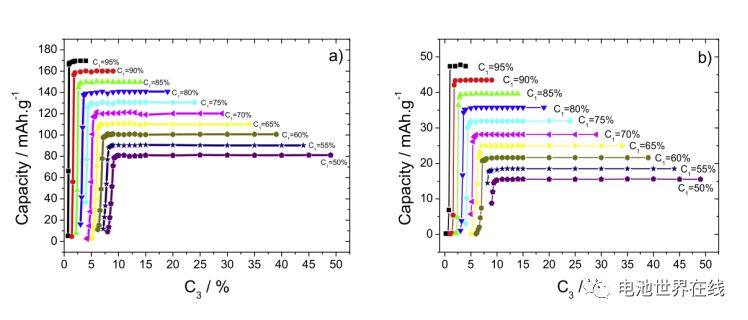
ͼ2-3 ����1Cʱ����ͬ�������ʺ���C1�£�a��Li/LFP�ͣ�b��Li/LMO���طŵ������뵼�������C3�Ĺ�ϵ

Ȼ���趨��ͬ�Ļ������ʱ���C1���缫�������ŵ��������C3�ı仯������ͼ2-3��ʾ��ϵ��ģ��������������һ�����ֵn=4����ճ����뵼����ı������ֵΪ4�����4��ʾ����n>4ʱ��ر������õ����ܣ���n<4ʱ��������ܼ����½���

ͼ2-4 LFP���� a��C1=95%��1C��5C��10C�·ŵ�������b��C1=95%��75%��50%��5C�·ŵ�����
���ŵ籶������ʱ��Ҫ�����ȶ��ĵ�����ܣ������������ӦҪ���ӡ����������ӣ���C3���ӣ�n���ͣ���ͼ2-4��ʾ��
�ܽ������һ���Բ��ϣ��ض�C1ֵʱ������迹ת�۵��Ӧ��СֵC3������n = 4��
����C1 = 95������C3> 1������Ӧ��n <4ʱ�����ӵ����ܶȵ����Խ��͡���C3≤1����n≥4��ʱ��������缫����������ӣ�����ӵ����ܶȱ��ֱȽϴ�ɽ����Ƚ��٣��缫��Ӧ�٣�����Ҫ�ǵ��Ӵ���û�е�����뷴Ӧ����㷴Ӧ����ط����ڿ���������һ�ࡣ����C1=50%���������ơ�
����C1 = 95������C3> 1������Ӧ��n <4ʱ�����ӵ����ܶȵ��������ӡ���C3≤1����n≥4��ʱ��������缫����������ӣ����ӵ����ܶȱȽ�С�����Ӵ���û�е�����뷴Ӧ�������˲�㷴Ӧ������C1=50%���������ơ�
��ˣ����ĵó����ۣ�
•ͨ������ģ���Ż�����ӵ�ص������䷽��
•�缫�䷽����Բ��������ء�
•�ۺ���ճ�ϼ�/�������Ӽ��ı���Ӧ<4��
•��������ѳɷ�Ӧ����90���Ļ������ʡ�
•�ۺ���ճ�ϼ��͵������Ӽ�Ӧ��2����8��֮�䡣
���⣬�缫��ճ���һ��͵���������һ��,ʹ�������ʿ���ͨ��̼�������������һ���γɻ�е���ȶ�������,��ȷ���缫�뼯����֮������㹻��ճ��ǿ�ȡ�ճ����ĺ�����ҪӰ��缫�Ļ�е�ȶ��ԣ�����ͬʱ��Ӱ��缫�絼�ʣ��������������ì�ܡ�ʵ�ʵĵ缫�䷽���Ƿdz����ӵģ����Ҳû��ʲô���ۡ��������ݽ����ο�����ӭ��Ҷ�ಹ�䡣
(���α༭������)




������ע�� ����Դ��XXX�����й�������ˣ�������Ʒ����ת��������ý�壬ת��Ŀ�����ڴ��ݸ�����Ϣ����������������ͬ��۵�Ͷ�����ʵ�Ը���
������Ʒ���ݡ���Ȩ������������Ҫͬ������ϵ�ģ�����һ���ڽ��У��Ա����Ǽ�ʱ������
QQ��503204601
���䣺cbcu@cbcu.com.cn
-
����ӵ�ظ�Ĥ����Ҫ���ܲ�������Щ��
2023-01-24 18:18 -
���������﮵�ò�Ʒ�Ƿ�һ���ܰ﹫˾ҵ�����֣�
2023-01-24 18:16 -
﮵��ҵ��������Ӿ����ϵͳ������Ч��
2023-01-24 18:11 -
��ԣ�Ƽ���3��ԪͶ��﮵������������Ŀ
2023-01-10 15:53 -
Ǧ�ᡢ���ӡ����⡢﮵����ȱ��Ա�
2022-06-21 08:42 -
Ԥ﮻�������﮵�����ж���Ҫ
2022-04-06 10:40 -
���ǵ�����õ�Ƭ��س���ٶȱ���Ԫ﮵�ػ��죿
2021-08-19 09:09 -
PPT | ﮵�ع�̬����ʵ��о�
2021-06-16 11:41 -
﮵�ؼ�Ƭ��Ƽ�����ȱ�ݷ���
2021-06-03 11:34 -
��Ԫ﮵�ؼ�ѹ���������о�
2021-06-01 11:37
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|



-
����ӵ�ظ�Ĥ����Ҫ���ܲ�������Щ��
2023-01-24 18:18 -
���������﮵�ò�Ʒ�Ƿ�һ���ܰ﹫˾ҵ�����֣�
2023-01-24 18:16 -
﮵��ҵ��������Ӿ����ϵͳ������Ч��
2023-01-24 18:11 -
��ԣ�Ƽ���3��ԪͶ��﮵������������Ŀ
2023-01-10 15:53 -
Ǧ�ᡢ���ӡ����⡢﮵����ȱ��Ա�
2022-06-21 08:42 -
Ԥ﮻�������﮵�����ж���Ҫ
2022-04-06 10:40 -
���ǵ�����õ�Ƭ��س���ٶȱ���Ԫ﮵�ػ��죿
2021-08-19 09:09 -
PPT | ﮵�ع�̬����ʵ��о�
2021-06-16 11:41
-
2024﮵�����б���
2024-05-24 18:59 -
С����ֵ�����죬������ʱ���������ʹ�˾��
2024-05-20 19:05 -
���﮵���Ŀ��ֹ���ذ��ļ�������ҵ����������ܣ�
2024-05-15 19:12 -
Я�ֶ�������������ҵ5����������Ŀ����/ǩԼ!
2024-05-21 18:46 -
�ذ�������Դͻ���������ã���̬���������������
2024-05-28 18:18 -
Ͷ�ʳ�25��Ԫ�����﮵���ҵ�������������ػ�ѧƷ��Ŀ
2024-05-22 19:20 -
��һ10GWh��Ŀ��������̬��ؾ����ҵ����Ҫ��ã�
2024-05-11 19:17 -
����ʱ�������ǵϡ��д��º���ͬ����ε�����ֵ�����
2024-05-09 18:48

��ֵ�ɾ���ҵƷ�ƣ��߳�Ϊ���ṩ�������ȵ���Ѷ
��ICP��2024061100��
 �Ź��ں�
�Ź��ں�