

������﮶�����ص��Һ���Ƽ����̲����Ż�
ʱ��:2020-06-02 15:08��Դ:﮵����˻᳤ ����:�ۺϱ���
���:
��

�������������������д���һ����չ���������綯�����ߵ�Ӧ��������һ��������������߱����������߱����������������߰�ȫ�Ե��ص㣬���Ҫ������ӵ��Ҫ��������ܶȷ���չ��
Ϊ��Ѱ�Ҹ������ܶȲ��ϣ���Ҫ��ͨ����߲��ϵ�ѹʵ�ܶȺ�������ʵ�֡�������﮶�����ؾ���ѭ������������ȫ�Ըߡ������ȶ��Ժá��۸���������ƣ��������������õİ�ȫ�Ժ��ۺϵ绯ѧ���ܳ�Ϊ��ǰ�ڶ��ع�˾���������칫˾��ע���ص㡣
����������������ϵ���ʵ�ܶȽ�С�����������ռ����ޣ���ˣ���Ҫ��һ������������﮶�����ص������ܶȣ���߲��ϵ�ѹʵ�ܶ�����Ч���еķ���֮һ���������Ŀǰ������﮶�����صķ�չ��״�������ѹʵ�ܶ������²�ͬ���Һ�䷽�Ե������(��������Ƭ״̬����غ�ȡ�����)��Ӱ�켰��Ӧ�Ĺ��ղ����Ż����ơ�
һ��ʵ�����
1.1 �������
���������Ϊ�������ϡ�ʯīΪ�������ϣ���ճ�������������ܼ�����һ��������ϳ����������ϣ�Ȼ��ֱ����Ϳ����������ͭ�������Ϻ�ɣ�������ѹ�����С���ɣ��Ƴ�ʵ�����輫Ƭ����Ƭ�����ơ�װ�䡢עҺ��Ԥ��������ڵȣ�����������������﮶�����أ��������Ϊ20 Ah��
1.2 Ԥ��������
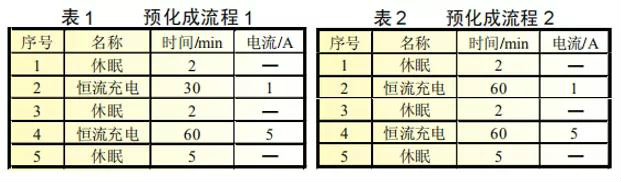
Ԥ�������̼���1�ͱ�2��
1.3 �����豸
���г�ŵ缰�����ܲ��Ծ�����Arbin BT2000��ز���ϵͳ���в��ԡ�
����������������
��ʵ����Ҫ�����ѹʵ�����������µ��Һ�����̲����Ե�����ܵ�Ӱ�졣����Ƭѹʵ�ܶȽϸ�ʱ����Ƭ�����������Ҫ���Ƶ��Һ�ɷ֣�����ճ�������Ƭ�����ԣ�ͬʱ���Ż����̲���ͬ����������ߵ�ؽ����ԣ���֤��ؽϺõĵ����ܡ�
2.1 ���Һ����
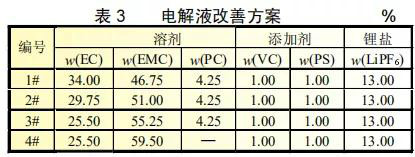
Ϊ����ߵ��Һ�Ľ����ԣ����Ǵӽ���̼����ϩ��(EC)������̼���ϩ��(PC)���������͵��Һճ�ȣ����Һ���Ʒ������3��ʾ������1������2�ͷ���3Ϊ����EC�����Ե��Һ�����Ժ͵�ص绯ѧ���ܵ�Ӱ�죬����4Ϊȥ��PC��Ե��Һ�����Եĸ������á�
��ذ�����ͬעҺ��עҺ����12h�����ձ�1��ʾ��Ԥ�������̽����״γ�磬Ԥ�������̽�����س���շ�ڡ���ں�ĵ�ؽ��л��ɣ����ɽ������ش�������״̬���ڸ�����н���ؽ��ʣ��۲츺��Ƭ״̬��ʵ������ͼ1��������ܲ�������4��
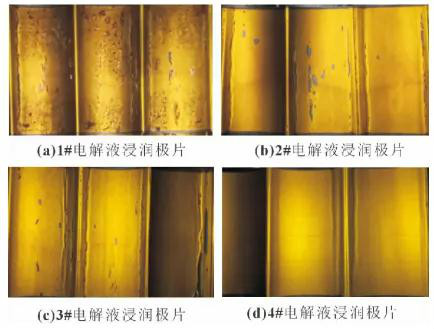
ͼ1 ��ͬ���Һ�����¼�Ƭ״̬
��ͼ�п��Կ��������ֵ��Һ��ȣ�����1�����µļ�Ƭ���ִ����ĺڰߣ������Ե����������״��������2����ڷ���1���״���������⣬���Դ�������������������3�ļ�Ƭ���������״�����ҽ������������ߵ���ڡ�������4�ļ�Ƭ״̬���ã���Ƭ�⻬��ƽչ��û�����������״�������3�еĵ��Һ�������Ͽ��Կ�������EC��������Ϊ40%ʱ����Ƭ�������Ե��쳣״����EC���������½���35%����������״̬�������Ժ�ת��EC������������30%��Ƭ�����һ�����ơ��ڷ���3�Ļ�����ȥ��ճ�Ƚϸߵ�PC��Ƭ״̬�dz����롣

���ֵ��Һ��ϵ�ĵ���״ηŵ��������״ο���Ч�ʡ�����ͺ�����ݼ���4���ӱ������ݿ��Կ���������1#���Һ������Ƭ�������ܽϲ��Ƭ�ϴ��ڴ�������������ﮣ����Ӱ���˵�ص�������ʵ����������Ϊ19.15 Ah��������������ȣ����ϴ��⣬Ҳ���ڼ�Ƭ�ϴ��ڵ�������ɵ�ص��״ο���Ч�ʽϵͣ�����ͺ�Ⱦ��ϴ�2#��3#���Һ��ϵ�����µ�صĸ�����������С����Ƭ״̬��õ�4#���Һ��ϵ��ص�������ߡ��״ο���Ч����ߣ�����ϵͣ�ͬʱ��غ��Ҳ�ϱ�����ˣ��ӵ��Һ�ĽǶ�������4#���Һ�Ľ���Ч����ã�˵�������ܼ���ճ�Ƚϸߵ���������������ڼ�Ƭ�������ܵ��������������������á�
2.2 ���̲����Ż�
����С����Ԥ���ɶ��ڸ�ѹʵ������һ���ĵ��Һ����������ã���˶Աȱ�1�ͱ�2����Ԥ�������̶Լ�Ƭ״̬�ĸ������ã����Һѡ��3#���Һ��ϵ����ʵ�顣������س�������н��ʹ۲켫Ƭ״̬��ʵ������ͼ2��������ܲ������ݼ���5��
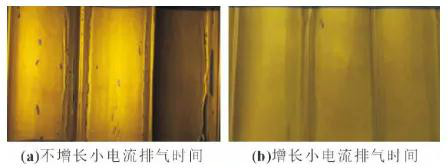
ͼ2 �ı�Ԥ���������¼�Ƭ״̬
��ͼ�п������Կ���������С��������ʱ�������Ч���Ƽ�Ƭ����״����ͬʱ����Ԥ�������̴�����ĵ��������20.32Ah������20.45Ah���״ο���Ч����90.50%�����90.74%�����������2.8mΩ�½���2.78mΩ�������24.33mm������24.30mm���ɴ˿ɼ����ӳ�С����Ԥ����ʱ����һ����Ч���Ƽ�Ƭ״̬�ķ�����

��������
��Ƭѹʵ�ܶȵ���߿�����Ч������ص������ܶȣ���Ҳ�ɴ˴������Һ����Ч�����һϵ�����⣬ͨ������EC��PC����������Ч���Ƽ�Ƭ״̬���ٽ����Һ����ͬʱ���С������ʱ���Ԥ���ɹ��գ���������������ص��������״ο���Ч�ʣ����Ƹ������ܶ�﮵�صĵ����ܡ�
�ο�����־�еȡ�������﮶�����ص��Һ���Ƽ����̲����Ż���
(���α༭������)



�������������Ľ��������߸��˹۵㣬���й���������ء���ԭ�����Լ����г������ֺ�����δ������֤ʵ���Ա����Լ�����ȫ�����߲������ݡ����ֵ���ʵ�ԡ������ԡ���ʱ�Ա�վ�����κα�֤���ŵ������߽����ο����������к�ʵ������ݡ�
������ע�� ����Դ��XXX�����й�������ˣ�������Ʒ����ת��������ý�壬ת��Ŀ�����ڴ��ݸ�����Ϣ����������������ͬ��۵�Ͷ�����ʵ�Ը���
������Ʒ���ݡ���Ȩ������������Ҫͬ������ϵ�ģ�����һ���ڽ��У��Ա����Ǽ�ʱ������
QQ��503204601
���䣺cbcu@cbcu.com.cn
������ע�� ����Դ��XXX�����й�������ˣ�������Ʒ����ת��������ý�壬ת��Ŀ�����ڴ��ݸ�����Ϣ����������������ͬ��۵�Ͷ�����ʵ�Ը���
������Ʒ���ݡ���Ȩ������������Ҫͬ������ϵ�ģ�����һ���ڽ��У��Ա����Ǽ�ʱ������
QQ��503204601
���䣺cbcu@cbcu.com.cn
����ϲ��
-
�����������������﮶Ա�����Щ��ȱ�㣿
2022-08-03 09:21 -
��Ԫ����ӵ�غ�����������ӵ�ص��ص�����������
2022-05-07 11:46 -
dz��������� ��һƪ�������������װ�
2022-05-04 10:49 -
�ɻ�������13���������������ȫ�������
2021-11-16 09:26 -
����������ܼ���С���������
2021-10-20 19:43 -
��ο���Pack����﮺���Ԫ����
2021-06-01 09:25 -
�Ϻ��������������л���������ذ�ȫ�Բ��������о�
2021-04-25 08:39 -
һ������������ظ�������
2021-04-09 11:11 -
�����������˥�����ڲ��������ⲿ����
2021-04-05 16:45 -
ͨ���������pack������ʲô��
2021-04-02 11:38
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|

ר��


�������
-
�����������������﮶Ա�����Щ��ȱ�㣿
2022-08-03 09:21 -
��Ԫ����ӵ�غ�����������ӵ�ص��ص�����������
2022-05-07 11:46 -
dz��������� ��һƪ�������������װ�
2022-05-04 10:49 -
�ɻ�������13���������������ȫ�������
2021-11-16 09:26 -
����������ܼ���С���������
2021-10-20 19:43 -
��ο���Pack����﮺���Ԫ����
2021-06-01 09:25 -
�Ϻ��������������л���������ذ�ȫ�Բ��������о�
2021-04-25 08:39 -
һ������������ظ�������
2021-04-09 11:11
�����ȵ�
-
2024﮵�����б���
2024-05-24 18:59 -
С����ֵ�����죬������ʱ���������ʹ�˾��
2024-05-20 19:05 -
���﮵���Ŀ��ֹ���ذ��ļ�������ҵ����������ܣ�
2024-05-15 19:12 -
Я�ֶ�������������ҵ5����������Ŀ����/ǩԼ!
2024-05-21 18:46 -
�ذ�������Դͻ���������ã���̬���������������
2024-05-28 18:18 -
Ͷ�ʳ�25��Ԫ�����﮵���ҵ�������������ػ�ѧƷ��Ŀ
2024-05-22 19:20 -
��һ10GWh��Ŀ��������̬��ؾ����ҵ����Ҫ��ã�
2024-05-11 19:17 -
����ʱ�������ǵϡ��д��º���ͬ����ε�����ֵ�����
2024-05-09 18:48

©2017 ��Ȩ���� ��ɫ�ǻ���Դ�����о�Ժ ������̩�Ƽ�������������˾ �а� Power by DedeCms
��ֵ�ɾ���ҵƷ�ƣ��߳�Ϊ���ṩ�������ȵ���Ѷ
��ICP��2024061100��
��ֵ�ɾ���ҵƷ�ƣ��߳�Ϊ���ṩ�������ȵ���Ѷ
��ICP��2024061100��
 �Ź��ں�
�Ź��ں�