

ʪ����ĤͿ������dz���������䷽��Ϳ�����ա�����ˮ��
ʱ��:2018-09-05 10:15��Դ:��ز��� ����:�ۺϱ���
���:
��

“ʪ��+Ϳ��”����ҵ�繫�ϵĸ�Ĥ��չ������С�������˹���Ϳ�������䷽��Ϳ�����յ�������ݣ���ӭ����Ķ������Բ�����Ϣ��
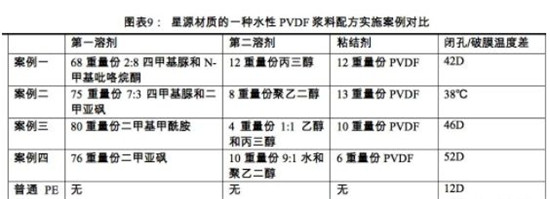
�����䷽��Ϳ����������
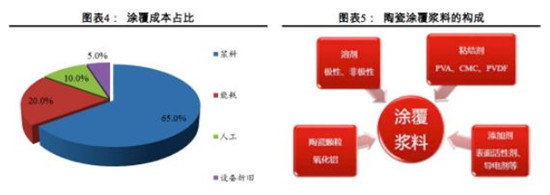
�������ζ��ض����ܵ�Ҫ���Ĥ��Ʒ�Ķ�λ����Ҫʹ�ò�ͬ��Ϳ������������Ϳ�����ԣ��似���������ڽ��ϵ��䷽��ͬʱ�����ڸ�ĤͿ���гɱ�ռ�Ƚϴ�һ�㽬��ռͿ���ܳɱ���65%��
���������չ����Ϊ��������������������ģʽ���Ը�ĤͿ������������Ҫ��Ҳ����ӵĶ��������䷽�IJ��ϴ���Ҳ����ΪͿ���ĺ��ľ�������
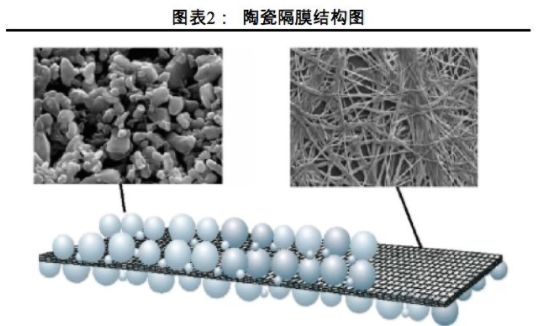
��Ĥ�մ�Ϳ��������Ҫ�����մɿ�����ճ������ܼ������Ӽ�������Ҫ�ɷ֣����ڲ�ͬ��Ӧ�ó�����ʹ�ò�ͬ�Ľ�����ȡ�
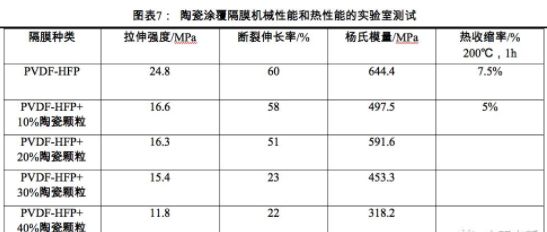
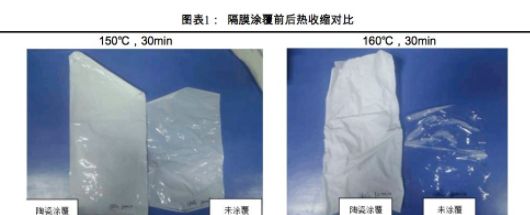
�մɵĸ���֧�����ã�ʹ���մɸ��Ը�Ĥ����ʱ�������������ȶ��Ժͳߴ������ԣ��Ը����¸�Ĥ�ṹ��ά����֧�����ã��ڸ����¸�Ĥ������ѱտ�����δͿ����Ĥ�������أ���Ϳ����Ĥ�����մɲ���ڿ������Դ����������е�ԺͰ�ȫ�Ը��á�
1 �մɿ���
�մɿ���ͨ��ʹ����������һЩ����Ҳʹ�ö������衢����þ�������Ƶ���Ϊ�մɿ������մɷ۵�Ʒ�ʷ�Ϊ�ߴ�(99.99%������0.3-1.0μm)�;���(99.7%������0.3-2.5μm)��
����ǰ�߲���Ҫ��һ����ĥ�ӹ����ڽ����зֲ�����;���߷�ɢ����Խϲ����ֱ��������������Ҫ����Խϵ͵�Ϳ����Ĥ�������ڶ�λ�ϸߵIJ�Ʒ��Ҫ��һ����ĥ�ӹ������Ϳ�����̵Ĺ���Ҫ��ϸߣ���Ҫ�ȶ����ơ�

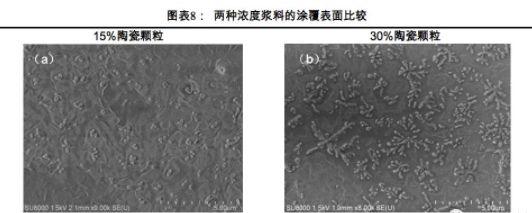
����һ��Ũ�ȵĽ��ϣ��մɿ�������ռ��Խ�ߣ�Ϳ����Ĥ��Ӳ��Խ�ߣ�������Խ�ã�����е�����½���������Ϊ������մɿ����ή��Ϳ�������Ժ������߷���ճ����ĹǼܽṹ��
2 ճ���
ճ�ϼ�ͨ��ʹ�þ���ϩ��(PVA)���ȼ���ά��(CMC)(ˮ��)�;�ƫ����ϩ(PVDF)(���ԣ��ɸ�ˮ��)�Ȳ��ϣ����������Ӹ�Ĥ��Ϳ�����ϵ�ճ���ԡ�
����PVDF�������������⣬������ʱ�������ͣ��ܹ�ճ���Ĥ�뼫Ƭ��������������ܹ�������ߵ��Ӳ�Ⱥ�ά�ֵ����״��
3 �ܼ�
�ܼ���Χ�㷺��ˮ���ܼ�����ˮ���Ҵ��������������������л��ܼ��������ܼ�������ͪ��NMP�������Ǽ����ܼ�����ʵ���䷽�У��ܼ���ʹ�ò�������һ�֣���ͬ����ͱ������ܼ���ϻ�Բ�Ʒ���ܲ���Ӱ�졣
��������Դ���ʵ�һ��ˮ��PVDF�����䷽�У�ʹ���˵�һ�ܼ��͵ڶ��ܼ������ߵ����ͬ����һ�ܼ��Ӷ��������������������������������ȶ����ܼ���ѡȡ���ڶ��ܼ����Ҵ���ˮ���������ȶ����ܼ���ѡȡ���ܼ�������ռ�ȴ�50-80%�Ĵ�Χ������
4 ���Ӽ�
���Ӽ�����ܶ࣬���б�����Լ����ڽ��ͽ��ϱ������������Ƹ�Ĥ��Ϳ�ϵ����ԣ�������з�̼������Լ������������Լ�����Ԫ���������Լ���;�����������ǿ����ӵĴ������ã�����̼���ܣ����ڸ��Ƶ����Ժ�ǿ��PVDF�Ǽܽṹ;��ɢ�����ڴٽ����Ϸ�ɢ���ȣ���Ҫ�о�����ϩ���������������Ҷ�����Ӳ֬������������л��Ρ����Ӽ�ͨ�����ڸ��Ƹ�Ĥ���ܺ�ͻ�����ض����ܣ���������������������ı䡣
Ϳ����ʽ��������
��ĤͿ���ڼ������ѶȲ��ߣ���ʹ�ð����Ϳ����Ϳ��խͿ����Ϳ�ȷ�ʽ������������Ĥ���̺ʹ������������ܹ�ʵ�֡�
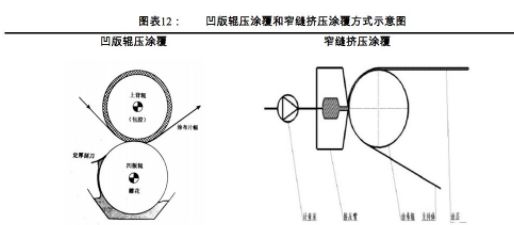
�����Ϳ
�����Ϳ������Ŀǰ���õ�Ϳ������������������ϴӽ��Ϻ��д������ɶ���ε����¶���Ϳ�ϣ�Ȼ����ѹ����Ϳ������Ĥ�ϡ����ַ���ԭ���Ƚϼ�������������������ƣ���Ʒ���ȽϺá�ȱ�������ڸ�Ӳ�ȵ��������մɿ������ã����ƹ�����ĥ�𣬻ᵼ������Ϳ��������Ϳ���䱡����Ҫ�����¹�;Ϳ��Ŀ���ȸı�ʱ����Ҫ�����������������ڡ�
խ�켷ѹͿ
խ�켷ѹͿ�������խͿ����ͨ��һ��ѹ�������ϴӼ�ѹ�켷��Ϳ������Ĥ�ϵĹ��գ�Ϳ�����ɼ�ѹ�����ͼ����ÿ��ơ����ֹ�������ճ�ȷ�Χ�㣬��Ʒ���Ⱥã���Ϳ�����㣬Ϳ���ٶȸߣ�����ѹ���ά��������ѡ�
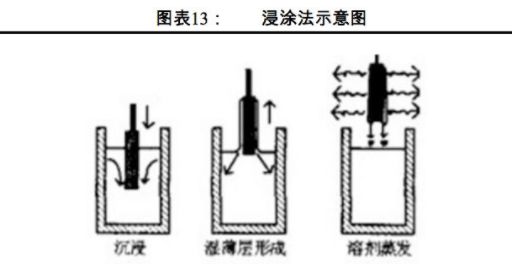
��Ϳ
��Ϳ�Ļ���ԭ���ǽ���Ĥ���ݵ�һ��Ũ�ȵĽ�����һ��ʱ�䣬ȡ�������ɻ��ɣ��ڸ�Ĥ����õ�һ����ȵ�Ϳ�㡣���ַ�����ԭ���Ͳ���������ȿ�����Խ��ѡ�
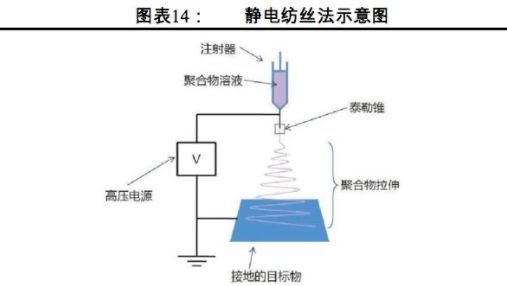
�����˿
�����˿����ͨ���糡����������Ϳ����Ĥ�ϵĹ��գ������ϴ��ϵ�ɣ��ڵ糡�������½���ͻ�Ʊ����������γ�����˿�������Ĥ�����ֹ��������ò��Ϸ�Χ�㣬�������㣬�ȱ������϶�ʸߣ���ά˿��һ�Ժã����ʸߵ��ŵ㣬�����ڽᾧ�ȡ�ȡ���С����е���ܡ���ѧ���ܲ��ȱ�㣬��Ҫͨ���ȴ���������ȸ��Է�ʽ�Ż���
Ϳ�����յ������Ҫ�����ڷ��в����ϣ��ò����ڹ��������ϵ�˳������ҵѡ����졣�����Ϻ�����ʹ�õIJ��߹�ģ�ϴ�����Ϳ������е�����;��ͼ��Ĥ���豸��С�������ȷ��к�Ϳ�������̣�������Ҫ��ľ��ڷ��жΣ����������д�����ء�Ŀǰ���ڵĸ�ĤͿ��������Ϳ����ķ����кܴ������ռ䣬������ҵ���յij������йء�
Ϳ���ӹ����豸Ŀǰ������Ҫ���ڣ������ȶ����豸���ճ��ף�һ��������ҪͶ��150-200��Ԫ������Լ400��ƽ��/�꣬����ͬʱ�߱���Ĥ������Ϳ���ӹ���������ҵ��һ��ÿ����Ĥ������Ҫ����10��Ϳ�����ߡ�
Ϳ����Ĥ�ijɱ���Ҫ�����ڽ��ϡ��豸�۾ɡ��˹�����Դ�ȣ����н�������Ϊ��Ҫ�ijɱ���
��ĤͿ�����̴����ð����Ϳ������ԭ���ǰ����Ϳ�ļӹ��ٶȡ����Ⱦ��ϸߣ����ճ��죬ͬʱ���ļӹ���ά�����խͿ���ɱ��ϵ͡�խͿ����Ҳ��ѡ����ѡ��������Ϊ�ù��վ��ȸߣ��ӹ��ٶȿ죬ճ������Դ�խͿ�ļ�ѹ��ӹ���ά��������ѣ��ɱ���Խϸߡ�
����vsˮ�ԣ���������
Ϳ�����ո��ݽ��ϵ�������Է�Ϊˮ��Ϳ��������Ϳ�������ֹ��ո������ƺ�ȱ�㡣
ˮ��Ϳ���Ľ����ܼ�ʹ��ȥ����ˮ���Ҵ����������ȼ����ܼ���ʹ�ú�������գ�������ȾС�������ڸ�Ĥ�������������ԣ��ᵼ�²�Ʒ�ľ����Ժ�ճ�����½�����Ʒ���ܳ������(Ϳ�����̫��)�Ͱ���(Ϳ�����̫��)��ˮ��Ϳ����Ĥ�۸�Ͳ�Ʒ��λ��Խϵ͡�
����Ϳ���Ľ���ʹ�������ܼ������ͪ��NMP���ù������ܼ���ճ�����Ĥ�������Ժã���Ʒ�ľ����Ժ�ճ���Խ�ˮ��Ϳ����Ĥ���㣬Ҳ���ܼ������Ͱ���ķ������������ܼ��۸�ߣ���Ⱦ�ϴ���Ҫ���գ��ɱ��ϸߣ��������Ϳ����Ĥͨ����λ�и߶ˡ�
����Ϳ�������Ժ�ճ���Ըߣ�����Ⱦ�ɱ��ߡ�ˮ��Ϳ����Ϊ�������ɱ�Ҳ�ͣ��������Ժ�ճ���Խϲ
�ɱ�����ÿƽ��ˮ��Ϳ�ϵijɱ���1��Ǯ���ң���ͬ���䷽����һ���ļ۸�����ൽ1.5Ԫ;����Ϳ�ϳɱ���ÿƽ��2Ԫ�࣬�ܼ��ɱ��ϸߣ�ռ���ܳɱ��ܴ�һ���֡���Ҫԭ����ˮ��Ϳ�ϵ��ܼ���ˮ����Ϊ���ˣ��Է����Ĵ����ɱ��ϵ͡�
����һЩ����Ҫ�������Ժ�ˮ�Թ�������Ӧ�õķ�ʽ������һЩͿ����Ĥ�Կ�϶����һ��Ҫ���ҾͿ���ͨ���������������������Ϳ�����գ��ڽ����а�һ��С�������������ˮ���Ҵ�����������PVP�ȼ��Բ��ϣ���Щ���ϲ����������ܼ����ֲ���Լ��У���Ϳ����ɺ����ͨ��ˮϴ�ܽ�ȥ�������¿���
ʹ���������ܼ�������Ϳ����Ĥ������Ǩ���ʣ����Ƶ������ܣ����ή������ѧ���ܺͻ�е���ܣ����������ļ��ּ��Բ��ϣ�PVP���Ĥ������������ǿ���Ҵ������������Ĥ��֮��ˮ���Ĥ��ѧ������
��ˮ�Ժ�����Ϳ����ʹ��ȡ�������ε�س��̵������Ӧ�ó�����һ��ʱ�������ּ��������з�չ��
(���α༭������)



�������������Ľ��������߸��˹۵㣬���й���������ء���ԭ�����Լ����г������ֺ�����δ������֤ʵ���Ա����Լ�����ȫ�����߲������ݡ����ֵ���ʵ�ԡ������ԡ���ʱ�Ա�վ�����κα�֤���ŵ������߽����ο����������к�ʵ������ݡ�
������ע�� ����Դ��XXX�����й�������ˣ�������Ʒ����ת��������ý�壬ת��Ŀ�����ڴ��ݸ�����Ϣ����������������ͬ��۵�Ͷ�����ʵ�Ը���
������Ʒ���ݡ���Ȩ������������Ҫͬ������ϵ�ģ�����һ���ڽ��У��Ա����Ǽ�ʱ������
QQ��503204601
���䣺cbcu@cbcu.com.cn
������ע�� ����Դ��XXX�����й�������ˣ�������Ʒ����ת��������ý�壬ת��Ŀ�����ڴ��ݸ�����Ϣ����������������ͬ��۵�Ͷ�����ʵ�Ը���
������Ʒ���ݡ���Ȩ������������Ҫͬ������ϵ�ģ�����һ���ڽ��У��Ա����Ǽ�ʱ������
QQ��503204601
���䣺cbcu@cbcu.com.cn
����ϲ��
-
����ӵ�ظ�Ĥ����Ҫ���ܲ�������Щ��
2023-01-24 18:18 -
���������﮵�ò�Ʒ�Ƿ�һ���ܰ﹫˾ҵ�����֣�
2023-01-24 18:16 -
﮵��ҵ��������Ӿ����ϵͳ������Ч��
2023-01-24 18:11 -
��ԣ�Ƽ���3��ԪͶ��﮵������������Ŀ
2023-01-10 15:53 -
Ǧ�ᡢ���ӡ����⡢﮵����ȱ��Ա�
2022-06-21 08:42 -
Ԥ﮻�������﮵�����ж���Ҫ
2022-04-06 10:40 -
���ǵ�����õ�Ƭ��س���ٶȱ���Ԫ﮵�ػ��죿
2021-08-19 09:09 -
PPT | ﮵�ع�̬����ʵ��о�
2021-06-16 11:41 -
﮵�ؼ�Ƭ��Ƽ�����ȱ�ݷ���
2021-06-03 11:34 -
��Ԫ﮵�ؼ�ѹ���������о�
2021-06-01 11:37
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|

ר��


�������
-
����ӵ�ظ�Ĥ����Ҫ���ܲ�������Щ��
2023-01-24 18:18 -
���������﮵�ò�Ʒ�Ƿ�һ���ܰ﹫˾ҵ�����֣�
2023-01-24 18:16 -
﮵��ҵ��������Ӿ����ϵͳ������Ч��
2023-01-24 18:11 -
��ԣ�Ƽ���3��ԪͶ��﮵������������Ŀ
2023-01-10 15:53 -
Ǧ�ᡢ���ӡ����⡢﮵����ȱ��Ա�
2022-06-21 08:42 -
Ԥ﮻�������﮵�����ж���Ҫ
2022-04-06 10:40 -
���ǵ�����õ�Ƭ��س���ٶȱ���Ԫ﮵�ػ��죿
2021-08-19 09:09 -
PPT | ﮵�ع�̬����ʵ��о�
2021-06-16 11:41
�����ȵ�
-
2024﮵�����б���
2024-05-24 18:59 -
С����ֵ�����죬������ʱ���������ʹ�˾��
2024-05-20 19:05 -
���﮵���Ŀ��ֹ���ذ��ļ�������ҵ����������ܣ�
2024-05-15 19:12 -
Я�ֶ�������������ҵ5����������Ŀ����/ǩԼ!
2024-05-21 18:46 -
�ذ�������Դͻ���������ã���̬���������������
2024-05-28 18:18 -
Ͷ�ʳ�25��Ԫ�����﮵���ҵ�������������ػ�ѧƷ��Ŀ
2024-05-22 19:20 -
��һ10GWh��Ŀ��������̬��ؾ����ҵ����Ҫ��ã�
2024-05-11 19:17 -
����ʱ�������ǵϡ��д��º���ͬ����ε�����ֵ�����
2024-05-09 18:48

©2017 ��Ȩ���� ��ɫ�ǻ���Դ�����о�Ժ ������̩�Ƽ�������������˾ �а� Power by DedeCms
��ֵ�ɾ���ҵƷ�ƣ��߳�Ϊ���ṩ�������ȵ���Ѷ
��ICP��2024061100��
��ֵ�ɾ���ҵƷ�ƣ��߳�Ϊ���ṩ�������ȵ���Ѷ
��ICP��2024061100��
 �Ź��ں�
�Ź��ں�