

����ȫ��̬﮵���о���չ��������
ʱ��:2018-01-14 15:15��Դ:﮵����˻᳤ ����:�����
���:
��
���IJ�����ȫ��̬�������ŵ㣨����̬����ʵ�ʹ�����������������ȫ�ԡ������ܶȺ����ܶȣ��ؿ���ع����¶ȷ�Χ��Ӧ������ָ������Ϊȫ��̬��عؼ����ϵĹ�̬�����Ӧ�����Ҫ���ڴ˻����Ϸֱ������˾ۺ������ʺ�����̬����ʣ��ر�����������������ȱ�㡣
���⣬���½����˹�̬﮵�ص� 3 �ֽṹ���ͣ�����Ĥ�͡�3D ��Ĥ�ͺ����ͣ�������ȫ��̬﮵�شӱ�Ĥ�������ͷ�չ����ʷ���̼���״�����ڴ˻�����������ȫ��̬�������ʵ�ְ�ȫ�ԡ��������ܶȺ����ܶ��������Ĺ�̬����ʲ��Ϸ������⡣
����
������ԴΣ���ͻ�����Ⱦ���������ͻ�ԣ����Ƕ���ࡢ��������Դ������Խ��Խ���С�ʵ��Ӧ���У�̫���ܡ����ܡ�ˮ���ȿ�������Դ��Ҫ��ת��Ϊ���ܵȶ�����Դ���ܹ㷺�����Ǽ������á�Ϊ���������Ȼ��������Դ�����������ʱ�շֲ��ϵIJ�ƥ�����⣬���ܼ����ķ�չ�ز����١����ڶഢ�ܼ����У��绯ѧ���ܼ���������ص�ʹ���ܵ�����Խ��Խ��Ĺ�ע����ش��ܾ��и�Ч����ģ�ɵ����ص㣬�ȿ������ڵ���ϵͳ��Ϊ�������浥Ԫ���Ե���������ȵ����ã���ߵ������еĿɿ��Ժ��ȶ��� ��Ҳ�������ƶ�ͨѶ������Դ����������Ϊ������������������ṩԴԴ���ϵ�����֧�� ��
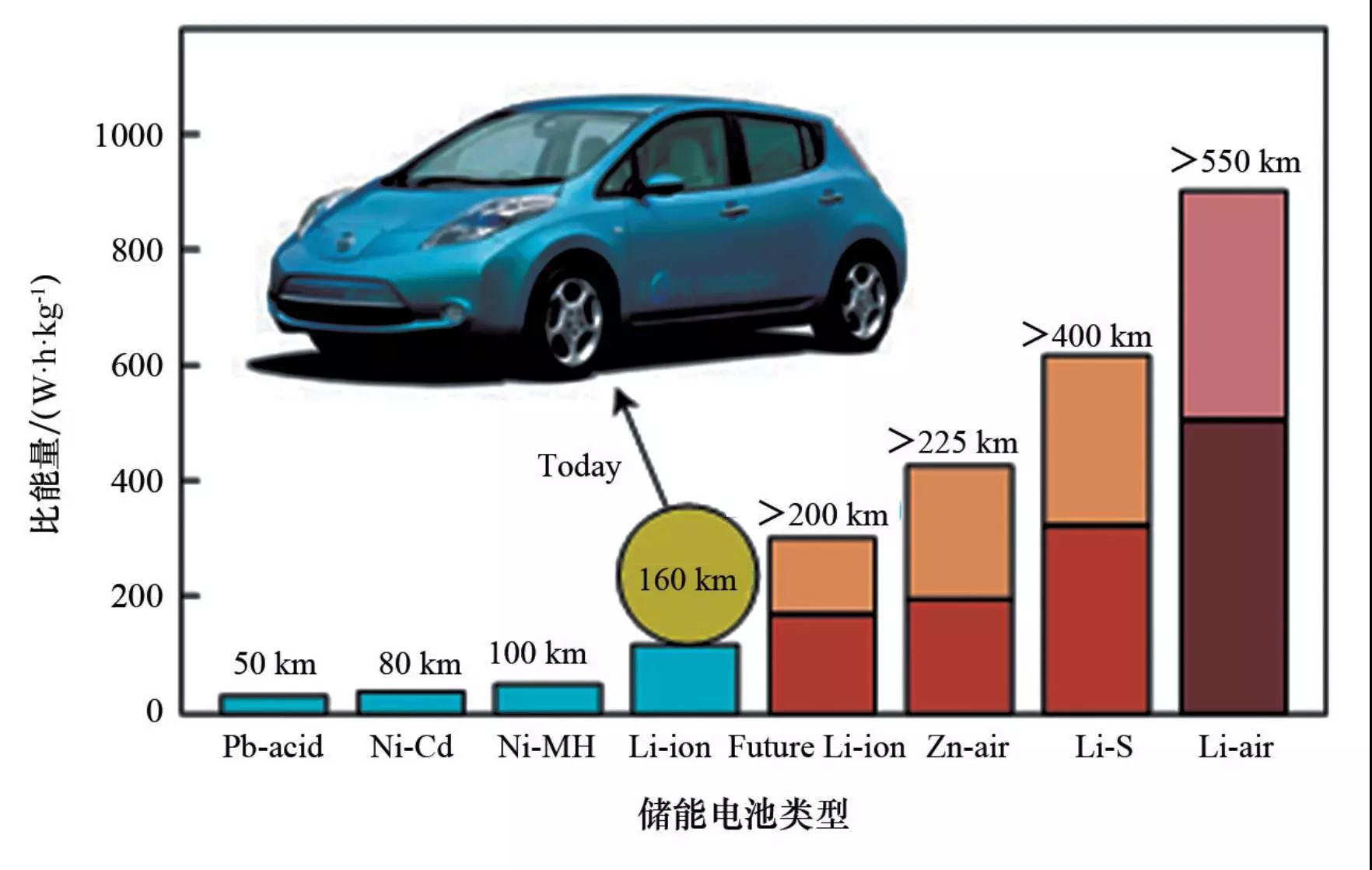
ͼ 1 ��Ҫ�绯ѧ���ܵ�ر������������綯��������̱Ƚ�
���ε�صķ�չ�����˴����ڵ�Ǧ���أ������������ӡ������أ��ٵ����������û��Ķ�������ӵ�غ����ڵ������ܵ���-���ص� ��﮵�����Ԫ����Ϊ�������˺ʹ洢���ʣ��Ԫ�����ᣨ�����Ħ������Ϊ 6.94 g/mol������Ȼ����ڵĹ�̬Ԫ��������ģ���������ԭ��λ�ͣ�Li+/Li����ڱ���缫�ı�������ԭ��λΪ -3.04 V�������б�������ԭ�������ͣ����ص㣬ʹ����ӵ�ؿɻ�ñ��������͵�ظ��ߵ������ѹ�������ܶȣ�ͼ 1������ˣ��� 1991�����ṫ˾�Ƴ���һ�����ö�������ӵ��������﮵����ȫ��Χ��Ѹ���ռ�����Ϊ�����Яʽ���Ӳ�Ʒ��ѡ�ĵ�Դ���͡��������������ŵ綯�����������Լ���������Դ����Դ��ģ����װ�õ���������﮵�ص��о��ٶ����£�������ȫ�������������ʺͳ������Ķ���﮵�س�Ϊ���㡣
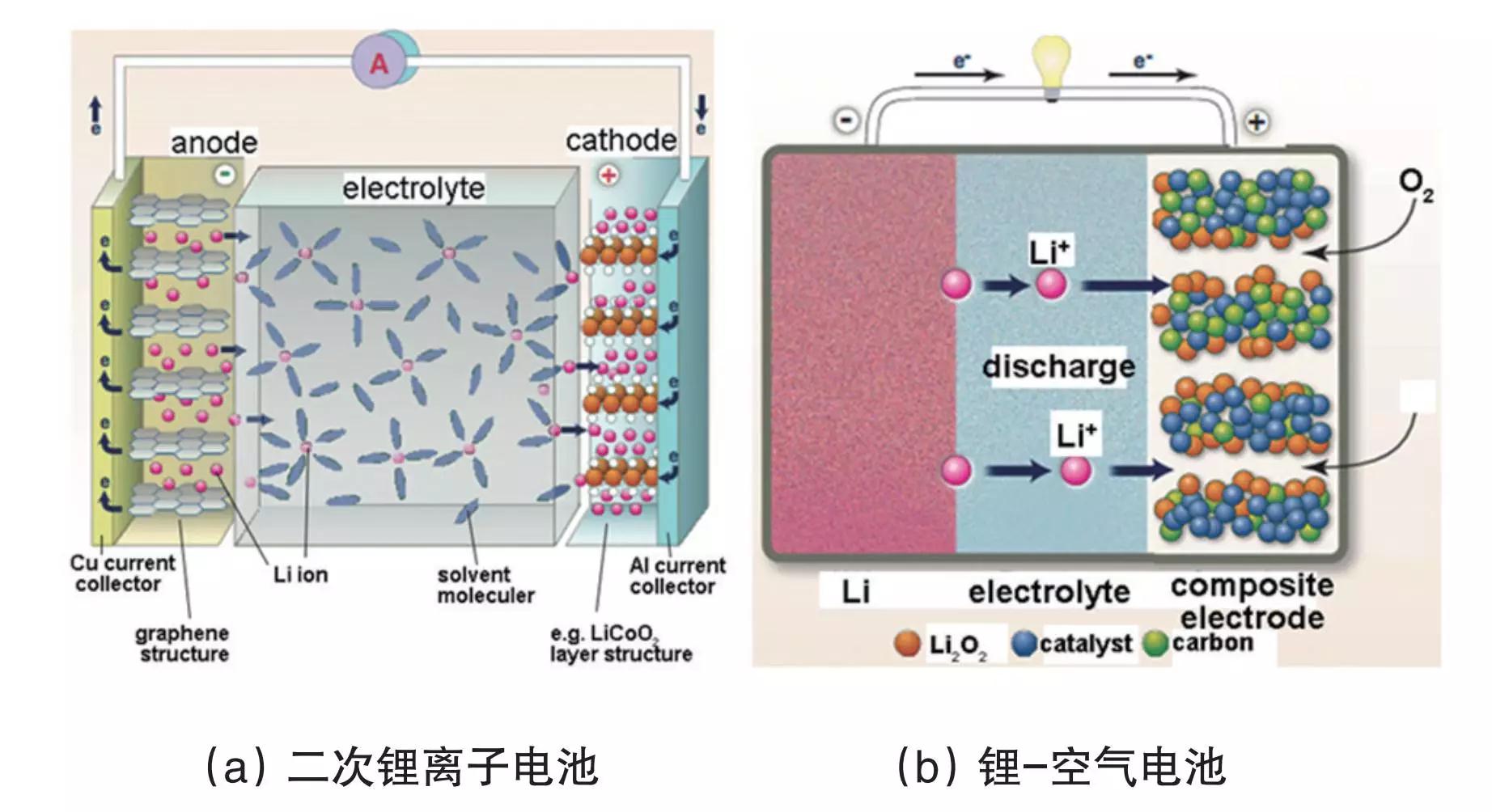
ͼ 2 ��������ӵ�غ��-������صĻ����ṹ����ԭ��ʾ��
Ŀǰ��ҵ����﮵����ʯī��Ϊ�������������ÿ�Ƕ��/�ѳ�����ӵ���������Ͻṹ���� LiCoO2 �ȣ������Ϊ������ε��л���Һ���Ԫ���������������������ʽ���ڣ��ʱ���Ϊ����ӵ�أ�ͼ 2��a����������ӵ���������������Ϊ�������ʵ����ƣ�������Ϊ��һ�ֹ��ɲ�Ʒ��Ϊ��һ������﮵�ص������ܶȣ�Ŀǰ���о���
һ����������̽�������֦�������ķ�����ʹ﮽�����Ϊ������Ϊ���ܣ�
��һ���������ڻ�ø���������缫���Ƶ��������ϡ����磬�Ե��������������Ϊ���������ö��߳��ߵĵ�λ�������������ÿ���� 1672 mA·h��ÿ������ 3862 mA·h������������������ص������������γɵ�﮵���ֱַ��Ϊ�-���غ��-��������������أ�ͼ2��b������
���ö���﮵�أ��������㳤������̺ʹ��ʳ�ŵ��Ҫ���⣬��ȫ����Ϊ��Ҫ��Ŀǰ���õ�����ӵ�أ��ڶ�·�������ʱ�ͷŴ�������������ȼ�л����Һ��������ը��������Ȼ���Թ㷺ʹ�á���ʹ��Ŀǰ����Ϊ�ȫ����˹��������ʹ���˸��ӵĵ�ع���ϵͳ�ͷ�����ʩ�����������̶̵ļ����ڷ�������Ż�ը�¹ʡ����⣬�л����Һ�����ڵ����������
�绯ѧ�������ޣ����Լ��ݽ���﮸��������з��ĸߵ����������ϣ�
����Ӳ���Ψһ�������ӣ��ڴ����ͨ��ʱ����������������Ũ���ݶȵij��ֶ����ӣ�Ũ���������������½���
�����¶����ޣ���ȫ�����¶� 0��40 �棩��
�븺�����Ϸ�����Ӧ������ Solid Electrolyte Interphase��SEI���㣬��� 2 �ֲ��ϵij������ģ�ʹ������������½���
�ù�̬����ʴ����л����Һ�������Ӹ����Ͻ���������⣬�����γɵ�﮵�س�Ϊ��̬﮵�ء��������Ȳ�����̬﮵�ص��ŵ㣬Ȼ��Թ�̬﮵�صĹؼ�����——��̬����ʵķ�չ����������������ڴ˻����Ͻ���ȫ��ؽṹ��ơ���չ��ʷ����״���Լ�Ŀǰ�Դ��ڵ����⡣
1. ȫ��̬����﮵�ص��ŵ�
��̬����﮵����Ϊ﮵�ص�һ������ʽ���Ӹ����Ͻ�����﮵�������ܶȸߵ��ŵ㡣���⣬ȫ��̬����﮵�ػ��߱������ŵ㣺
����������ӵ����ȣ�ȫ��̬�����ͻ�����ŵ��ǰ�ȫ�ԡ���̬����ʲ���ȼ����ʴ�����ӷ���������©Һ���⣬���ȫ��̬��ؾ��й��а�ȫ�Ժ�����ʹ��������
��̬���������ø��ߵ������ܶȡ������ܶ��DZ������͵�ص�ѹ�ij˻�����̬����ʱ��л����Һ�ձ���и����ĵ绯ѧ���ڣ������ڽ�һ���ؿ���صĵ�ѹ��Χ���ڷ�չ�������缫���棬��̬���������ֹ�֦�������������Ҳ�ʹӸ����ϱ����˵�صĶ�·����ʹ���������������Ϊ���ܡ������-���أ���̬����ʿ���ֹ�������Ǩ�ơ������-������أ���̬����ʿ��Է�ֹ����Ǩ�������������Ľ���﮸�����
��̬���������ø��ߵĹ����ܶȡ���̬��������������Ϊ��һ�����ӣ�������Ũ���������ɹ����ڴ������������ߵ�صĹ����ܶȡ�
��̬�������ڵĸߵ����ȶ��ԣ�Ϊȫ��̬��ع����ڸ������¶ȷ�Χ�ṩ�˻�����֤��
��̬��ػ����нṹ���ա���ģ�ɵ�����Ƶ��Դ���ص㡣��̬��ؼȿ�����Ƴɺ�Ƚ����ı�Ĥ��أ����������͵���������Ҳ���Ƴɺ�����͵�أ����������綯�����������ܵ�����������ЩӦ���У���ص���״Ҳ�ɸ��ݾ������������ơ�
2. ��̬����ʲ���
����ȫ��̬﮵�أ��ر�������Ӧ��δ���綯���������ģ����Ӧ�õ����͵�أ����õĹ�̬�����Ӧ��������Ҫ��
���иߵ����µ絼�ʣ�>10^(-4) S/cm [4]����
���Ӿ�Ե��Li+ Ǩ��������Ϊ 1����
�绯ѧ���ڿ�������� Li+/Li ���� 6 V����
��缫���������Ժã�
���ȶ��Ժá��ͳ�ʪ��������е����������
ԭ���ã��ɱ��ϵͣ��ϳɷ�����
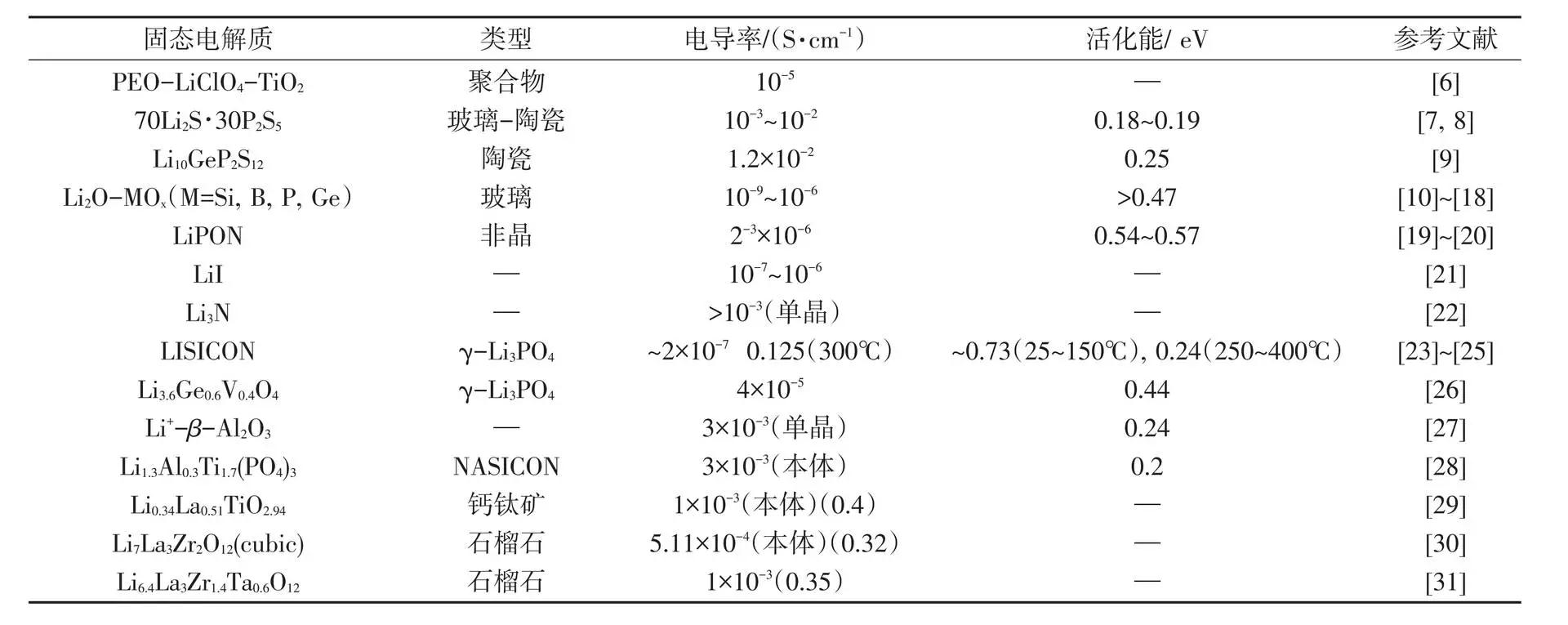
Ŀǰ�ѿ����Ĺ�̬����ʿɷ�Ϊ 2 ���ࣺ�ۺ������ʺ�����̬����� ������̬����ʰ����������Ϳɷ�Ϊ Li3N��±����������������ᾧ״̬�ַ�Ϊ����̬���Ǿ�̬������ʺ��մɣ���̬������ʡ��� 1 �����˴����Թ�̬����ʵ�����ӵ絼�ʡ�
�� 1 �����Թ�̬����ʵ����ӵ絼�ʣ���������ָ����Ϊ����ֵ��
2.1 �ۺ�������
�л��ۺ��������ӵ��巢����20����70��� ����������У����������ε���ʽ�����ڡ��ۺ�����壨����̬�ܼ�����������������Ҫ�ܵ����������ü����λ������Ӱ�졣���õľۺ������Ϊ�ۻ������飨PEO�������������κ������µ絼��һ���� 10^(-5) S/cm ��������εĻ�ԣ������ͻ���IJ�����ת���¶ȣ��������������ӵ絼�ʡ����ڲ��õķ�ʽ���ǽ��л���Һ��Ϊ��Һ̬�ܻ���������ۺ�����壬�γ������ۺ��� ���������ַ�ʽ���ƹ㣬һЩ�µĻ��������̳��֣������۱�ϩ�桢�ۼ���ϩ�������������ϩ����ƫ����ϩ�� �������ۺ������ʲ��ϵ����µ絼�ʿɴ� 10^(-3) S/cm���ϣ�����ѧ���ܽϲ����л����Һʱ�����½����Ҷ�﮽������ȶ���ͨ��ʵ�־ۺ������Ľ��������ڻ�����ѧ���ܵĽ��� [35]������﮽�����ϵ͵��ȶ��������������ֲ����ڸ������ܶ�﮵���е�Ӧ�á�
ͨ����������ܻ������մɿ��������ϻ��������ۺ��ﵥ�干�ۺϵȷ�ʽ��������Ч�ؽ��絼������� 10^(-4) S/cm ������Ϊ����������ͬʱ��߲��ϵ���ѧ���ܺͶ�﮽������ȶ��� [6]�����Ͽ����Dz�������ӵĶ���������� Al2O3��TiO2��SiO2 �� MgO �� ��Ҳ���������-̼������������ [40]�������л���� ��������ӵ������ �����ø��ϲ��ϱ���Ϊ���Ͼۺ������ʡ����⣬һЩ�¿����Ļ�����ϣ����̼�������۹������������ȣ����ڶ�����нϺõ��ܽ�������Ҳ�ɻ�� 10^(-4) S/cm �����µ絼�ʡ����۹�����������汾��ȱ���㹻��ǿ�ȣ���ͨ����������Ϊ���Ӽ�����ʽ����Ӧ�� ��
���л����Һ���ƣ���ͳ�ľۺ������ʲ���Ҳ����˫���ӣ�����е�����Ӻ������ӣ����������⣬������������Ӹ�����ۺ�������ϵ� Lewis ��λ��ϣ�Ǩ������������ 0.5����������Ǩ������;��������������ͨ�����ۼ��̶��ھۺ�����塢�������ӹ̶��������ϱ��漰���������Ӳ���������Ľ����ۺ��������ʲ��ϵ������Ǩ���������Ͽɴﵽ 1������ֱ���Ϊ��һ��ﮣ����ӵ���ۺ��Ŀǰ���־�������ĵ���ʲ����ڲ����л���Һ��������������µ����µ絼���Խϵͣ�10^(-6) S/cm�������½�������ȫ�����ѻ��ۺ�����������ı���һ��״��������ε�ȫ�����ѱ����������Ǩ�����ѿɴﵽ 0.91 ��ͨ��������������ӵ�����Ϊ���ϣ����γɵĸ�����������Ǩ�����ɴ� 0.99�����µ絼�ʿɴ� 10^(-4) S/cm��
���ھۺ������õ����ԺͿɼӹ��ԣ��ۺ��������ر�������Ϊ�ɴ����豸�����ȫ��̬���ϵͳ����������ζ�ʪ�����У��ϳɹ������ڸ��������½��У������ɱ����ӡ����⣬�ۺ����������ȶ��ԶԵ�ع����¶ȵı仯��Χ���н��ϸ��Ҫ��ʹ��﮽�����Ϊ��ظ���ʱ��һЩ�ۺ����������Ļ�еǿ������������ֹ�֦�������� [51]����Щ���ⶼ�����˾ۺ������ʵĹ㷺Ӧ�á�
2.2 ����̬�����
����̬����ʲ����У����ڿ�����±�������ʣ��� LiI������ 1���絼�ʽϵͣ�Li3N �� Li+-β-���������������ض�������нϸߵĵ絼�ʣ����ܵ���״�ṹ�����ƣ��ྦྷ״̬ʱ�絼�ʽ��½� 1~2 �������������⣬��Щ���ڿ����IJ��ϻ����ڻ�ѧ���ʲ��ȶ����Ʊ����ѵ����⡣���磺Li3N �ĵ绯ѧ���ڽ�խ��ԼΪ 0.44 V�����ҶԿ������ȶ���Li+-β-�������� 800 �� �ȴ����絼�������½����������ͨ�������Ʊ������մ��壬�¶Ƚ��� 250 �� ����ʱ��ˮ���ӻ�Ѹ�ٽ��뵼��㣬ʹ����ӵ絼��Ѹ���½� ��
�������ʺ����������ʶ������в������մɼ�����-�մɣ���������3 �ֲ�ͬ�ᾧ״̬�IJ��ϡ��ܵ���˵������ S ����� O �� Li ���������ý����������� Li+ ��Ǩ�ƣ��������ĵ絼��������������ͬ�����͵������һЩ�������ϣ��� thio-LISICON�����﮿����ӵ��壩��Li2S-P2S5 ������[7-8]�� Li(10±1)MP2S12��M = Ge, Sn, Si��[9, 55-57] �ȣ����µ絼�ʿ��Դﵽ 10^(-3)~10^(-2) S/cm���� 1�����ӽ����������л����Һ��Ȼ�����������ʶԿ����е�ˮ�����У��Խ���﮲��ȶ����ڴ����ʱ���б��֦���̴��Ŀ��� [58]����缫�ĽӴ�״����жȥ���ѹ��ʱѸ�ٶ���ˣ����ȶ��Ժͻ�еǿ�ȵĽǶȿ��������������ʸ������ơ�
���������ʶԿ��������ȶ��Ըߣ�ԭ�ϳɱ��ͣ�����ʵ�ֹ�ģ���Ʊ����������������У��Ǿ���������̬���������ʵ����µ絼�ʽϵͣ��� 1�����ҶԿ����е�ˮ�������У��Ʊ�������Ҫ���´��䣬����Ӧ����ʵ�ʵ�ء�ͨ���������磨���� Li2O-P2O5���в��� N ������Ч���Ʋ��϶�ˮ�����ȶ��Բ���߲��ϵIJ���ת���¶Ⱥ�Ӳ�� [59-60]�����ôſؽ����Ƴɵ� LiPON �Ǿ���Ĥ����ʴ� 1992 �걻���������ܵ��˹㷺��ע [19]��LiPON �Խ�����ȶ����绯ѧ���ڿ��������Li+/Li Ϊ 0~5.5 V�����Ե��Ӿ�Ե [61]��ͨ���Ƚ����Ʊ������õ��ı�Ĥ��Ƚ�Ϊ���ף������ֲ����µ絼�ʽϵͣ���2~3��×10^(-6) S/cm���Ե�����ܴ�����Ӱ�졣
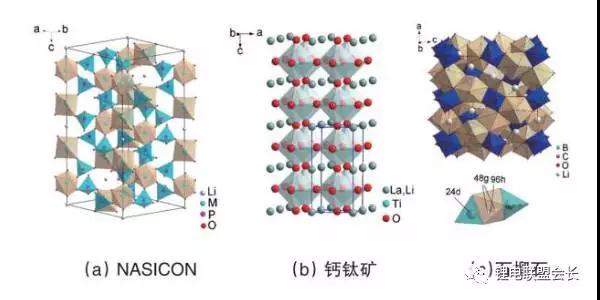
ͼ 3 �������̬����ʵľ���ṹ
���������У�������ڳߴ��ö�� O^(2-) ���ɵĹǼܽṹ��϶���д��������� Li-O ����á�ʵ������ӵ���ά���估�Ż�����ͨ������������λŨ�ȵı������������������ӵĵ絼�ʡ�������Щ���һЩ���и��ӽṹ������������ӵ��������̳��֣����о��д����Եİ���ʯ��ʯ�ͽṹ��ϵ [62]�����ѿ�ṹ�� Li(3x)La(2/3-x)��(1/3-2x)TiO3 ��0<x<0.16����ϵ [63] �� NASICON���ƿ����ӵ��壩�ṹ��ϵ �� ͼ 3������Щ������ϵͨ���ṹ���Ʊ����յĽ�һ���Ż�������ʵ�������¸��� 10^(-3) S/cm �ı����絼�ʣ��ྦྷ�մɵĵ絼��Ҳ�ɴﵽ 10^(-3) S/cm [31,65-66]��Ȼ������Щ�����У�ֻ��ʯ��ʯ�ͽṹ��ϵ�IJ��϶Խ�����ȶ��������ֽṹ��ϵ�е絼�ʽϸߵIJ��Ͼ����пɱ�����﮻�ԭ�� Ti��Ge ��Ԫ�ء����⣬ʯ��ʯ�ͽṹ��ϵ���϶Կ����нϺõ��ȶ��ԣ�ԭ�ϳɱ��ͣ��ս�����нϸߵĻ�еǿ�� [67]����˾߱���Ϊ�����̬����ʹ㷺Ӧ����ȫ��̬﮵�ص�DZ����
2.3 ȫ��̬﮵�صĽṹ���
ȫ��̬﮵�صĹ���ɷ�Ϊ3�ࣨͼ4������Ĥȫ��̬��ء�3D ��Ĥ��ȫ��̬��غ�����ȫ��̬��ء�
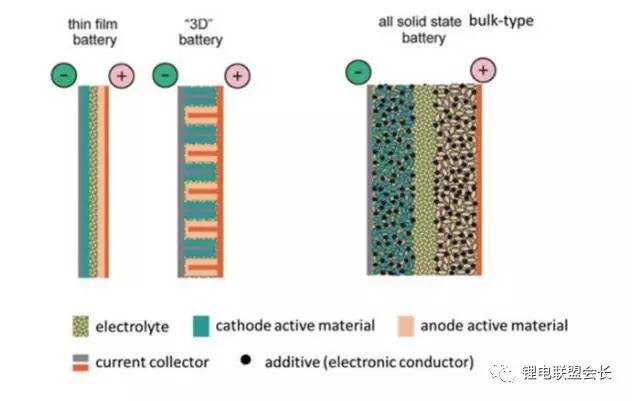
ͼ 4 ȫ��̬﮵�صĹ���ʾ��
����صĸ���ɲ���ͨ���ʵ��ı�Ĥ�Ʊ���������������������ӽ��䡢�ܽ�-������������������ȣ��Ƴɱ�Ĥ�������յ�ؽṹ˳��ѵ��ڻ���֮�ϣ������γɱ�Ĥȫ��̬��� �����ù����¶Ƚϵ͵ı�Ĥ�Ʊ����������ڱ�֤�缫�����ʽӴ����õ��������Ч������䷢����Ӧ����Ĥȫ��̬��ؾ��иߵ���������ܶȺ����������ܶȣ����Թ㷺���ڱ�Яʽ�ƶ��豸���綯�������ߡ�ҽ����е�����켰���¹�ҵ������ģ�巨����̼��������������������ӿ�ʴ�ȼ�������Ĥ����Ƴ���ά�ṹ�����Խ�һ����ߵ�صĹ����ܶȺ͵�λ��������ܶ� ��
Ȼ�������ڱ�Ĥ��ص��Ʊ������ɱ��ϸߣ�����ʵ�ִ��ģӦ�á�Ϊ��չȫ��̬﮵�ص�Ӧ�������������ڵ������ܺ͵綯���������迪����������ɱ����������ܶȺ����ܶȵ����͵�ؽṹ��
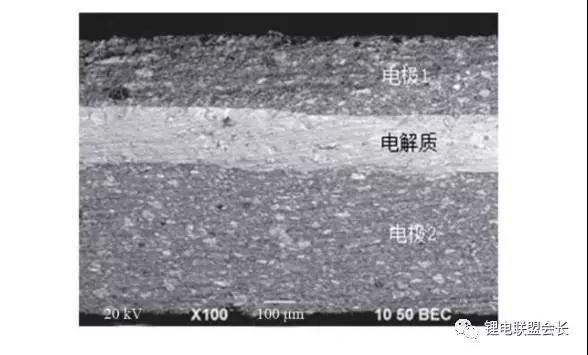
�뱡Ĥ�͵�ز�ͬ������ȫ��̬��صĵ缫����ظ���ĵ缫�������ʣ�������ṩ�����������ʺ͵�λ��������ܶȡ����ڵ缫��Ϻ�Ϊ������õ缫�������ʣ��缫����Ʋ���Һ̬��ص缫�������������ӵ�����ϡ����ӵ�����Ϻ͵缫�������ʻ����ɸ��ϵ缫��ͼ4�������͵�ؿ��Բ�����֧�ţ�������Ҫ�����֧�Ż��塣��֧�����õIJ��ּ������ǽϺ�ĸ��ϵ缫��Ҳ�����ǽϺ�ĵ���ʣ�����Ƕ��߹�ͬ��ɵĵ�����塣���ڸ��ϵ缫֧�ŵ�������Կɲ��ñ�Ĥ���������С������ʵ���Ե�����迹�Ĺ��ס����ں� 2 ��֧���������Ҫ�����ʲ��Ͼ��иߵĵ絼�ʺ��㹻�Ļ�еǿ�ȡ����͵��һ����ø����ֲ��ϵķ����Ʊ������ڹ�ģ����
3. ȫ��̬����﮵�ط�չ��ʷ����״
��ǰ���������ڵĹ�̬����ӵ���ʲ��ϵ絼�ʽϵͣ����ֻ�����ڱ�Ĥ��ȫ��̬��ء�1969�꣬Liang �� [72-73] �״α�����һ�ֱ�Ĥ��ȫ��̬����ӵ�ء��õ�ز��� LiI ��Ϊ����ʡ����ã���һ�ֻ��� LiI ��ȫ��̬��Ĥ���ʵ����ҵ�������ɹ���������������Ȼ������ʱ�ĵ��Ϊһ�ε�أ�����磬ʹ���������ϵ͵ı�Ĥ������Թ㷺Ӧ�á�1983�꣬�ձ���֥��˾����������һ���ʵ�õĶ��α�Ĥ��� Li/Li3.6Si0.6P0.4O4/TiS2���õ����3μ A/cm2 �ĵ����ܶ��µ�λ��������ɴﵽ150 μ A·h/cm2��
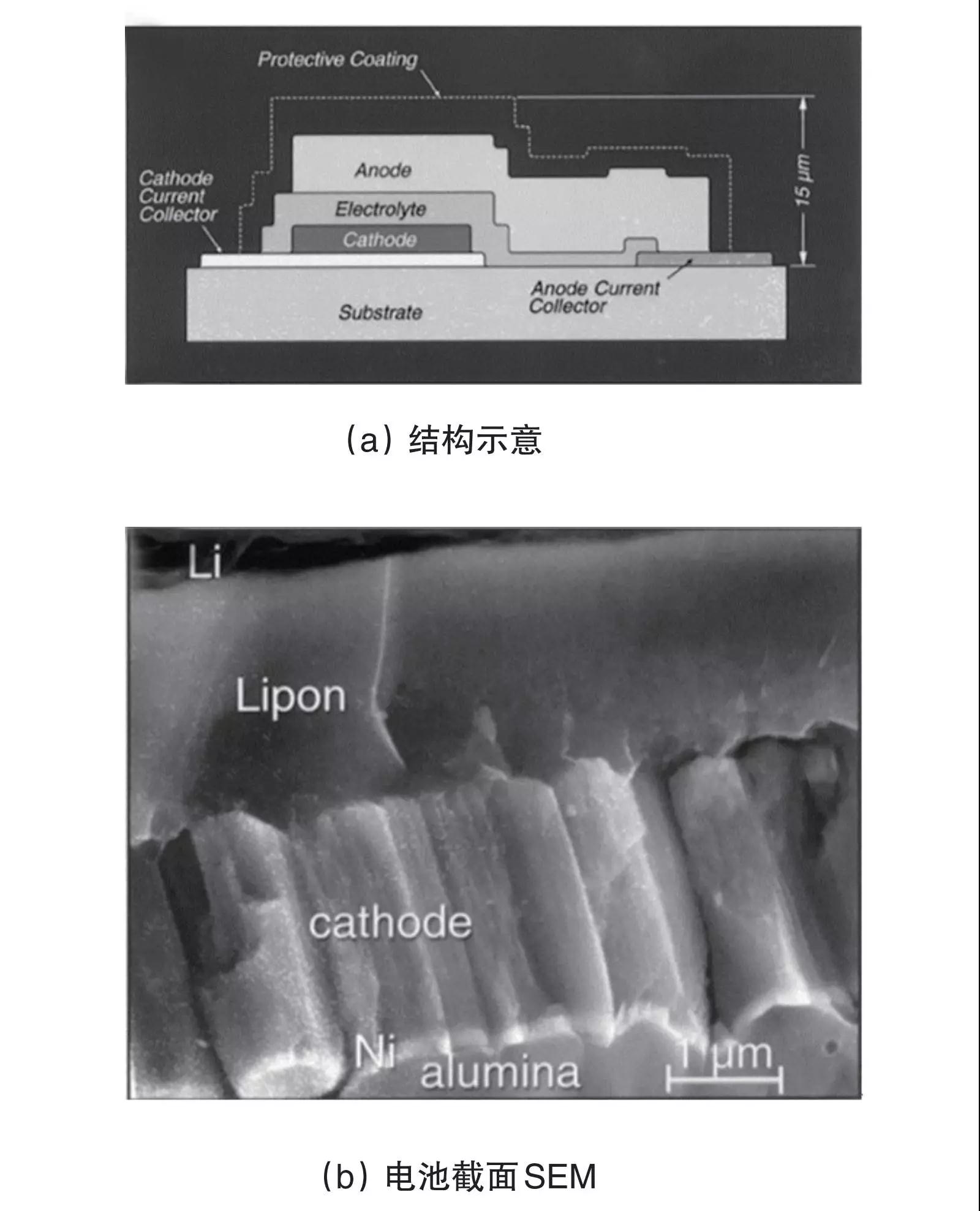
ͼ 5 ���� LiPON �ı�Ĥ���
���������ʼ�о���ȫ��̬��Ĥ﮵�أ��ձ� NTT������ Union Carbide �ȹ�˾Ҳ��̱����˸��ԵĽ�չ��1992 �꣬�������������ʵ���ҵ� Bates�ȳɹ����Ƴ�һ������̬��Ĥ����� LiPON��ͼ5�������Ƴ����ֱ�Ĥ﮵�ص���������ϵ����Li/LiPON/LiCoO2��SiTON/LiPON/LiCoO2��Li/LiPON/LiMn2O4 �� ��ͼ 5������ع����� 2~5 V ��Χ�����������ܶȿɴ� 10 mA/cm2���ұ��ֳ������ѭ�����ܣ�10000 �Σ��������� ITN ��˾�����Ƴ���ҵ���ı�Ĥ﮵�أ��ƶ���ȫ��̬��Ĥ﮵�ص��о���
��Ĥ��صķ�չ��������������������Ҫ������̬﮵�صĴ��ģӦ������Ҫ������Ч�������������͵�ء��ӹ��յĽǶȣ�ʹ�þۺ�����������ʲ��϶������������ʵ�����͵�ص��Ʊ���������������ʵġ�﮾ۺ����ء�����ʵ����ҵ�� [80]��Ҳ�Ӳ���˵������һ�㡣��Ȼ������ϲ����ϸ������ϵĹ�̬����ʣ��������ʹ���л����Һ����������ӵ�أ������̬﮵��������һ���������÷������;ۺ������ʵ�ȫ��̬���ԭ��Ҳ���Ų����������������칤�յĸĽ���Խ��Խ�������������й�˾ʵ����С��ģ��ҵ�����������ֵ�������ڵ���ʽϵ͵ĵ絼�ʣ����蹤���ڽϸ��¶ȣ�40~60 �棩�������ھۺ�����������¶ȵ����ƣ������¶ȷ�Χ��Խ�խ��
��������й���ѧԺ�ൺ���ܲ�ҵ�����о�Ժ�����ൺ�Ƽ���ѧ���������ͻ�ѧ����ͬ������һ����ά��ǿ�ľ�̼���DZ���������ʣ����µ絼�ʿɴ� 3×10^(-4) S/cm �����ڴ˵���ʵĹ�̬��ز�����ʵ������������0.5C��C/n ���� n Сʱ������ų���ص�����������������ܶȣ����� 1/n=0.5���ı��ʽ���1000�νӽ�����������ѭ������ʹ�� 120 �� Ҳ�ɱ��ֳ��൱���ȶ��Ժ�����ı������ܣ��� 3 C �ı��ʽ���500��ѭ����Ȼ���� 85% �ij�ʼ����������ʾ���Ϻõ���ҵ��ǰ�������⣬�ۺ����������е��Ե��ص��ر�������Ϊ�ɴ����������硣����о��д�չ����
����ĵ������ܺ��ӹ�����������ٷ�չ��������Ҫ���ء������ʵؽ���������ͨ�����¼��ȣ�300 �� ���£��������¼�ѹ�ķ�ʽ�����γɸߵ絼�ʵ����ܵ���ʲ㣬ͬʱҲ����缫�����γ����õĽ���Ӵ�����ý�С�Ľ�����衣�������������ȫ��̬��ص�����о���Ҫ�������ձ� ��
ǰ���ã����﹫˾���϶������ϼ����о����Ͳ��Ͻṹ��ѧ�о����ɹ�չʾ��һ����� Li9P3S12 ������ϵ��ȫ��̬���ԭ�����ṩ�ߵ�ѹ�����ʳ�ŵ��ѭ������������������� [57]����ؿɹ����� -30 ~ 100 �� ���¶ȷ�Χ�����������ṩ�ߵ�ѹ�ĵ���������µ�ƽ��������ѹΪ 3.8 V��������0.1 C��������30�γ�ŵ��������˥�������ڴ��ʷŵ�ĵ�أ��ų� 70% ������������25 ���100 ��ʱ�ֱ�ֻ��1min ��4 s������100 ����18C���� 500 �γ�ŵ�ѭ�����Կɱ���75%�ij�ʼ��������Li10GeP2S12Ϊ����ʵĶ��յ�أ�Ҳ���ֳ�������ȶ��ԣ�100 �� �� 18 C ���� 1000 �γ�ŵ�ѭ�����Կɱ��� 75%�ij�ʼ�������ڿ�����������̬��ط��棬������Ϊ����ʵ��-���صķ�չֵ�ù�ע���ձ�Nagase ChemteX ��˾������һ���� Li1.5PS3.3 Ϊ����ʵĸ߹����-����ԭ�ͣ�����������1C�ĵ�������100�γ�ŵ磬�����Կɴ�ÿ���� 1600 mA·h[88]���ӽ�����������
�������Ӳ���ʵ����������������͵�ص���Ҫ���ء������������ʲ��Ͻ���ȫ���װ��ʱ��������Ҫ���������ս�õ����ܵĵ���ʲ㲢ʹ�������缫���ϣ��ر����������������ϣ���ֽ�ϡ����� 2 �����������¶ȷ�Χ��ͬ����ͳ�������Dz��������սᷨ�����ȵõ����ܵĵ���ʲ㣬�ٽ��缫���������ʲ����սᡣ�������£�һ�������ʲ��ϱ���������﮻ӷ�������ǿ�Ⱥ͵�����������һ���棬2 �ֲ���Ҳ��������Ӧ���γɽϴ�Ľ������ [89-90]����ˣ��������صĵ��װ�䷽���������Ǵٽ�����������ȫ��̬������Ƚ�������⡣
1998 �꣬Birke �� �״α�������������Ϊ����ʵ�����ȫ��̬��ص��о���������о��� Li1.3Al0.3Ti1.7(PO4)3 Ϊ����ʣ������������Ϸֱ�ѡ�� LiMn2O4 �� Li4Ti5O12��ͨ������ 0.44LiBO2 + 0.56LiF ��Ϊ���ռ��Խ��͵���ʵ��ս��¶ȣ����ٽ��������缫�Ľ�ϡ���Ȼ���ռ������˵��������ս��¶ȣ����õ�����ʵĵ絼�ʽϲ������ռ�ʱ���Խ��ͣ�ͬʱҲû����ȫ����缫���������ʲ���֮��ķ�Ӧ����ˣ���ص����ܲ������롣
ͼ 6 SPS �Ʊ��Ļ���NASICON�ṹ����ʵ�ȫ��̬﮵�ؽ��� SEM
���������� NASICON �ṹ����ʣ���ʼ����ѡ�������ʽṹ���Ƶ������λ��缫��������߲��ϼ�Ļ�ѧ�����ԣ���������ѹ�ս�ķ�����һ������ȫ��ص��ս��¶� ��2011 �꣬������ѧ�Ҳ��÷ŵ�������սᣨSPS���Ĺ��� �� 680�� �� �� �� �� �� Li3V2(PO4)3���� LiFePO4��/Li1.5Al0.5Ge1.5(PO4)3/Li3V2(PO4)3 [93-94]���õ��ĵ�ؽṹ�������缫�����ʽӴ����ã�ͼ 6������ظ��ϵ缫�ĺ����Ȼ�ﵽ�����ף�������ʵ�ֽӽ�����ֵ�ij�ŵ�������
2005 �꣬�ձ��Ķ���������ѧ�� Kanamura С�鿪ʼ��������Ը��ѿ�ṹ����Ϊ����ʵ�ȫ��̬��ء�����һϵ�еĽṹ��������������õ���� ��Ȼ�����ܵ�������ܵ絼�ʵ͵����ƣ���ص���������ʼ�սϵ͡�
����ʯ��ʯ�ṹ��̬����ʵ�ȫ��̬﮵���о�ʼ�� 2010 �ꡣǰ�ڵĵ��ԭ����Ҫ���ñ�Ĥ������2013 �꣬�ձ����﹫˾������һ��缫���Լ10μm �ĵ��ԭ�ͣ���������ͨ�� Li3BO3 ���������������ʽ�ϡ�2014 �꣬�ù�˾�ֱ�����һ��ͨ�������������ʵ��¹����γɵĵ��ԭ�ͣ��缫�����ԼΪ10μm ��ͬ�꣬������ѧ�Ҳ���SPS�����Ʊ��˻���ʯ��ʯ�ṹ��̬����ʵ�ȫ��̬��ء�Ȼ������ʯ��ʯ�ṹ����ʲ����ս���Ե����ƣ���ص��Ʊ������ڽϸ��¶ȣ�900 �棩����ɣ���������Բ����롣2016�꣬��ҫ���������������Ƴɻ��ڸߵ絼��ʯ��ʯ�ṹ����ʵ�ȫ��̬��أ������м��뵼�粣����ITO����Ϊ���ӵ������磬�����ӵ缫��ȣ�����30μm�������ظ��������������ʣ�����������ܻ�ýϸ��������� LiCoO2 Ϊ�����������������·ŵ������ɴﵽ100mA·h/g����
2010 �꣬����University of Dayton Research Institute��KumarС���״α�����һ��ȫ��̬�-�������ԭ�ͣ�����ʲ��� NASICON �ṹ�IJ���-�մɲ��ϣ��������缫֮����þۺ������ӣ��Ի�����õĽ���Ӵ����õ���ڽϸ��¶ȣ�75~85 �棩�¿�ʵ�ֶ�γ�ŵ�ѭ�������С���Լ��ձ��� Zhou С��Ҳ���� NASICON �ṹ����ʳ����˶��ֵ�ؽṹ���������������ߣ����Դ��ڹ����ܶȵ͡�ѭ�����ܲ�����⡣
Ŀǰ�-������ص��о��Դ������ڽΣ��ܶ��ѧ�����в���ȷ����������Ӧ��������ŵ���������������صȡ��й�ȫ��صı������ر��ǹ�̬��أ��Զ�λ�ڸ�����ʾ��������һ���Ƕȣ���̬����ʣ��ر���������;ۺ���ϸߵ��ȶ��ԣ���Ϊ�-������ص��о��ṩ���ȶ���ƽ̨��
4. ���ڵ�����
����̬���������﮵����Ϊ��ͻ��Ŀǰ�л����Һ���ڵ��������ƣ���ߵ�ص������ܶȡ������ܶȡ������¶ȷ�Χ�Ͱ�ȫ�ԡ�Ȼ��������ʵ����ЩĿ�꣬�������Ƚ�����е���ʲ��ϱ����Լ���缫������ڵ�һЩ���⡣
��������ܶȣ���Ҫ���õ͵�λ���������������ϣ������ﮣ����Լ��ߵ�λ���� 5V �������ϣ���������������ϣ��絥����������������ڸߵ�ѹ��������ۺ�����������ĵ绯ѧ������������ֱ��Ӧ�� �����ﱾ��Ҳ������������缫���ϼ�����﮲����ݵ����� ��������������缫�ļ������⣬Ŀǰ�Ľ���취���ڵ缫�������һ��������� LiNbO3 ���ø÷����õ��ĸߵ����������ϣ�LiNi0.5Mn1.5O4���� Li10GeP2S12 �����֮����������á���Ȥ���ǣ�ʵ���з��ָ������ý����Ҳ�������ʼ��ݣ����ǰ������ͬ��������Ϊ�ǵ���ʱ����γ��� SEI �㣬�赲�������﮵ķ�Ӧ������δ����ֱ��֤�ݡ�Ȼ�����µ������������� 5V �ĸߵ�ѹ�»ᱻ��Ȳ�ڷֽ⡣��Ȳ����Ϊ���ӵ������Ӽ��������������Ƿ��к��ʵ����Ʒ�����һ���о������ڲ��ô������������ϵ���������������ľ�Ե�Ժ�Ƕ﮺�ϴ���������ЧӦ�����������õ��Ϻý������������Ϊ�缫���ϴ��ڵ������ǣ��ŵ���Li2O2����������ͨ�������·ŵ���������ӣ��������Ч���½���Li2O2 Ϊ��Ե�壬�ں����ij�������������ȫ�ֽ⣬��������½���
��ߵ�ع����ܶȡ���չ��ع����¶ȣ���Ҫ�����ڵ���ʵ絼�ʵ���ߡ���Щ�������Ŀǰ�絼�ʽϵ͵ľۺ�����ϵ����һ����ս�����⣬�ۺ��������������ڴ�����ܶȣ�0.5 mA/cm2���¶��п��ܻᱻ�֦���ᴩ��ͼ 7����ʹ��ط�����· �����ھۺ��Chazalviel ����Ϊ�����������£��������Ӳ�ͬ�Ĵ���״̬����﮸��������ĵ�������γ�һ���ϴ�ĵ糡������﮵IJ����ȳ����������֦�� ��Newman �������ѧ�Ƕȿ��ǣ���Ϊ����ʵļ���ģ�������7 GPa ���������֦�������������ⶼ�����������������ȼ���ģ���ϴ���������в����֦��������һ��ֱ�۵Ľ�����Ϊ���֦���������������������ܻ�������Ŀ��;���������Ȼ�����֦�������������Բ���������⣬﮽����缫��ѭ���������ۻ���ʧȥ��ŵ���ԡ��ڴ�����ŵ�ʱ��﮽����͵���ʣ��ر��Ǻ��������֮��Ľ����������Ӷ���ɵ������ӡ���Щ�����д������
��صİ�ȫ�Է��档������Ҫ�����������ˮ��Ӧ�����ж� H2S ��������⡣��Ȼ���л���Ĵ�ʩ ��������ʵ�û���˵������Բ����롣
5. ����
ȫ��̬��صķ�չ��Ҫ�����ڹ�̬����ʲ��ϵķ�չ���� 20 ������Ҷ�����Ժ����˻����ķ�չʱ�ڣ����ӭ���˿��ٷ�չ�Ļƽ�ʱ�ڡ�Ŀǰ������DZ���Ĺ�̬����ʲ��Ͽɷ�Ϊ�ۺ���������������У�����ǰ 2 �ֲ��ϵ����͵���Լ�����������ı�Ĥ����Ѿ����Ƚ�����ҵ��Ӧ�ýΡ�
Ȼ����ȫ��̬﮵������ʵ��﮵�ظ������ܶȡ��߹��ʡ����Ĺ����¶ȷ�Χ�߰�ȫ�Ե�Ŀ�꣬��Ϊ�㷺Ӧ���ڵ綯���������ģ���ܵ�վ���͵��ӵ�·�Ϳɴ��������ĵ�Դ���ͣ�����һЩ�����д������
����3����ʲ��ϸ����������ָ������̣���������һ�����Ͳ��Ͻ���������⡣��ˣ������ȫ��̬��صĽṹʱ�����ۺϿ�����ѡ���ϡ��ر��ǹ�̬����ʵ�������ѧ���ʼ��������գ����ʹ�� 3 �ֲ��ϣ����Ӹ��������������ϸ�������ʵ��������ͬ���ܵĵ�أ��Ÿ��п��ܾ���ʵ��ȫ��̬﮵�ص��г�����Ϊ���������Դ�츣����ؼ���������
(���α༭��admin)



�������������Ľ��������߸��˹۵㣬���й���������ء���ԭ�����Լ����г������ֺ�����δ������֤ʵ���Ա����Լ�����ȫ�����߲������ݡ����ֵ���ʵ�ԡ������ԡ���ʱ�Ա�վ�����κα�֤���ŵ������߽����ο����������к�ʵ������ݡ�
������ע�� ����Դ��XXX�����й�������ˣ�������Ʒ����ת��������ý�壬ת��Ŀ�����ڴ��ݸ�����Ϣ����������������ͬ��۵�Ͷ�����ʵ�Ը���
������Ʒ���ݡ���Ȩ������������Ҫͬ������ϵ�ģ�����һ���ڽ��У��Ա����Ǽ�ʱ������
QQ��503204601
���䣺cbcu@cbcu.com.cn
������ע�� ����Դ��XXX�����й�������ˣ�������Ʒ����ת��������ý�壬ת��Ŀ�����ڴ��ݸ�����Ϣ����������������ͬ��۵�Ͷ�����ʵ�Ը���
������Ʒ���ݡ���Ȩ������������Ҫͬ������ϵ�ģ�����һ���ڽ��У��Ա����Ǽ�ʱ������
QQ��503204601
���䣺cbcu@cbcu.com.cn
����ϲ��
-
Lithium Australia���òɿ����������﮵�� �ɽ��ͳɱ�
2018-12-11 09:28 -
��ʿ���������ecovolta�Ʊ���﮵��
2018-11-19 14:45 -
Ӱ������ػ�ѧ����������Ҫ�����ҵ�
2018-09-14 09:30 -
����ͣ���֦�� ����ʯīϩ�缫�ɱ���﮵�ض�·
2018-07-16 11:59 -
�������������Ա������ӵ�ص缫���Ͻṹ��Ʒ���ȡ���½�չ
2018-05-15 09:44 -
��̬��ء����ƶ�δ���綯������չ������֧��
2018-05-14 10:19 -
�й���ѧ�������������Ͱ�ȫ﮵��
2018-04-29 17:18 -
����ȫ��п��ؼ���������﮵�ؾ���
2018-04-17 10:18 -
Ӣý������ʱ�������Ƴ�������̬����ӵ��
2018-04-13 10:06 -
����ʦԺ�ϳɸ�����﮵�����������������
2018-04-03 10:46
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|

ר��


�������
-
Lithium Australia���òɿ����������﮵�� �ɽ��ͳɱ�
2018-12-11 09:28 -
��ʿ���������ecovolta�Ʊ���﮵��
2018-11-19 14:45 -
Ӱ������ػ�ѧ����������Ҫ�����ҵ�
2018-09-14 09:30 -
����ͣ���֦�� ����ʯīϩ�缫�ɱ���﮵�ض�·
2018-07-16 11:59 -
�������������Ա������ӵ�ص缫���Ͻṹ��Ʒ���ȡ���½�չ
2018-05-15 09:44 -
��̬��ء����ƶ�δ���綯������չ������֧��
2018-05-14 10:19 -
�й���ѧ�������������Ͱ�ȫ﮵��
2018-04-29 17:18 -
����ȫ��п��ؼ���������﮵�ؾ���
2018-04-17 10:18
�����ȵ�
-
2024﮵�����б���
2024-05-24 18:59 -
���﮵���Ŀ��ֹ���ذ��ļ�������ҵ����������ܣ�
2024-05-15 19:12 -
С����ֵ�����죬������ʱ���������ʹ�˾��
2024-05-20 19:05 -
Я�ֶ�������������ҵ5����������Ŀ����/ǩԼ!
2024-05-21 18:46 -
�ذ�������Դͻ���������ã���̬���������������
2024-05-28 18:18 -
Ͷ�ʳ�25��Ԫ�����﮵���ҵ�������������ػ�ѧƷ��Ŀ
2024-05-22 19:20 -
��һ10GWh��Ŀ��������̬��ؾ����ҵ����Ҫ��ã�
2024-05-11 19:17 -
��Ͷ��115��Ԫ����һ�����ӵ����Ŀ���Ĵ�������������
2024-05-29 18:47

©2017 ��Ȩ���� ��ɫ�ǻ���Դ�����о�Ժ ������̩�Ƽ�������������˾ �а� Power by DedeCms
��ֵ�ɾ���ҵƷ�ƣ��߳�Ϊ���ṩ�������ȵ���Ѷ
��ICP��2024061100��
��ֵ�ɾ���ҵƷ�ƣ��߳�Ϊ���ṩ�������ȵ���Ѷ
��ICP��2024061100��
 �Ź��ں�
�Ź��ں�