��������������̣���ز���ѡ��
ʱ��:2019-02-05 18:46 ����:�ۺϱ���

��ؼ�������������ô����Ī�⣬����ԭ������������ԭ��Ӧ���������������漰���ľ��廯ѧ����ǧ�������嵽ʵ��Ӧ�����漰������ѧ������ѧ���л���ѧ�����������桢���桢����ѧ������ѧ�����̻�е�ӹ������ӵ�·�����Ƚ�֯��һ���������⡣
������ԭ��Ӧ
����ӵ����һ�����ӵ���ϵ����������������������Ĥ�����Һ���������ճ�����������ȣ��漰�ķ�Ӧ�����������ĵ绯ѧ��Ӧ������Ӵ����͵��Ӵ������Լ���������ɢ�ȡ�
һ����ԣ�����ӵ�صĿ�����Ϊ�������ڣ�������ʵ�����ڵĻ����о�����һ������Ҫ�����ÿ�ʽ���أ�����������أ���һ����Ҫ��Ŀ���Dz��Բ��Ϻ��䷽�����ܣ���Ϊ��صĽṹû�н����Ż����������õ��Ľ��������ֱ��Ӧ���������ϡ�
�ڽ�����ʵ���Ҽ���ij������Ժ������õIJ��Ϻ��䷽�ͻ�ת�Ƶ���һ����——���ԽΣ�����һ����Ҫ���ǵ�ص��ۺ����ܣ������������ܶ�(��������Ϳ����)�Ϳ�䡢���ʵ����ԣ��������ڴ��ģ���������п������ٵĹ������⣬��ʱ����������ͨ�������Ĺ��̣������˵���䷽���������պ���IJ�Ʒ��������Ͷ����ʽ������
����Ӱ������ӵ�����ܵ������ڶ࣬�����ƺ�������ӵ�ÿһ����������Ե�����յĵ����ܺͰ�ȫ�Բ����ش��Ӱ�죬��������б�Ҫ�����˽���ϡ���ƺ��ղ������ڲ�Ʒ�������ܵ�Ӱ�졣

��ز���ѡ��
﮵��ԭ������Դ�Ŀ��ɡ��ӹ�����Ҫ�����Դ������Դ��ʯī��
�����ܶȡ��ɱ�����ȫ�ԡ����ȶ��ԡ�ѭ�������Ƕ���﮵�ص�5���ؼ�ָ�꣬��Ԫ���ϣ����������������κ�һ������5�����涼�����о������ƣ����¶���﮵�ؼ�����·�ߵIJ��졣
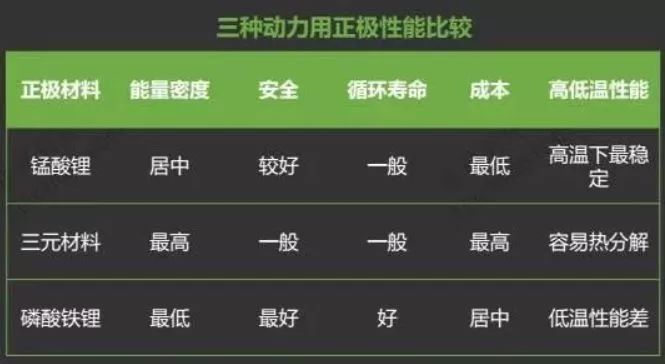
һ���ص����Ҫ���ȴӲ��ϵ�ѡ��ʼ����Ҫ����Ŀ���������������ܶȡ��������ԡ�ѭ�������Ͱ�ȫ��ָ�꣬ѡ����ʵIJ��ϡ���������ѡ���棬���ǿ���ѡ�����ʯ�ṹ��LiFePO4�����ֲ��ϸ����ʺ�Ӧ���ڶ������ܶ����ߵĴ�ͳ��ϣ�����и������IJ�״���ϣ�����NCM��NCM����Щ���ϸ����ʺ�Ӧ���ڴ��綯�����ϣ��⾧ʯ�ṹ��LiMN2O4������ʺ�Ӧ���ڻ�϶��������ϡ�
�������Ϸ��棬ʯīһֱ��﮵�ظ������ϵIJ���ѡ����ʵ�����ֻ���������ܶȵĻ������������ʺ���Ϊ�������ϡ�
Ϊ�˸����������ĵ����ԣ�ͨ������Ҫ���������������ĵ������Ŀǰ����ĵ����Ϊ̿������ϣ�̼��ά����ϣ��Լ������������̼���ܺ�ʯīϩ����ϡ�
���⣬Ϊ�˽��缫ճ���ڼ�����ı��滹��Ҫ����1-4%��ճ�����Ŀǰ��ճ�����Ҫ��Ϊ������һ������ϵճ�������һ������ˮϵճ�����

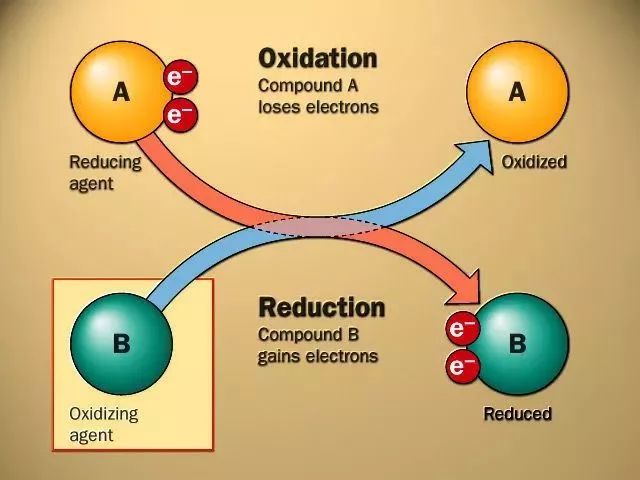
��ص��ĸ������dz��ؼ�:����(�ŵ�Ϊ����)������(�ŵ�Ϊ����)������ʣ���Ĥ���������Ƿ�����ѧ��Ӧ�ĵط�����Ҫ��λ�������⡣���ǵ������ɶô�ô�?��������ռ������
����ڲ���������ڸ���ʧȥ���ӱ���������Ϊ����ӣ�ͨ�������������ת��;�������ϵõ����ӱ���ԭ��������������������к͡�����ʵ��������ã��������ҽ���������ӡ�����ⲿ�����ӴӸ���ͨ������·ת�Ƶ��������м������������������£������Ӧ���Ǻõ�����ӵ����壬���������Ǻõĵ������塣�����û������·ʱ���������ڵ���ڲ��Ӹ���ת�Ƶ�����;ֻ�д�������·ʱ������ת�Ʋ��ܽ��С�
�����ص�����
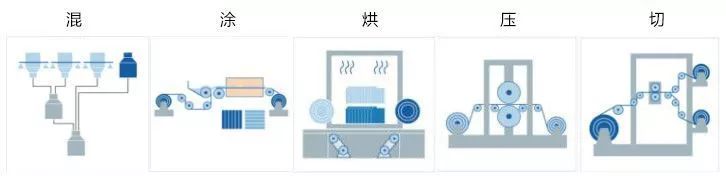
��һ��������缫������
�죺���缫���Բ��ϡ�ճ������ܼ��Ȼ����һ�𣬳�ֽ����ɢ���γɽ��ϡ�
Ϳ�����Ʊ��Ľ�����ָ����Ⱦ���Ϳ����������(������ͭ����)�ϡ�
�棺���º濾���ﴦ����
“��”��“��”������ϵ�ģ�“��”��Ϊ�˸��õĽ���ϵĽ��Ϲ̶���������ͭ���ϣ���“��”������һ���ߺ��ܻ��ڣ����ܸ��Ƹû��ڣ����ɽ���﮵�ص������������ɱ���
����ӵ�ص��Ƚ�������ӵ�������Ĺؼ����ڣ��Ƚ�������Ҫ�ǽ��������ʡ�ճ����͵�����ȳɷֻ�ϳ�Ϊ���ȵ�����Һ��ͨ�����ǻ����Ƚ�ճ�����ɢ��Ϊ��Һ��Ȼ����һЩ���ջ����Ƚ�������뽺Һ��ɢ��Ϊ���罺��Ȼ����������ʻ�ϡ�
�еĹ��ջὫ�������ճ���һ���뽺Һ���л�ϣ��Ƚ��Ĺؼ�������ν������еĸ����ɷַ�ɢ���ȣ�Ϊ�˴ﵽ��һĿ����Ҫ���Ƚ����ս����Ż���Ŀǰ��Ҫ���Ƚ�������Ҫ��Ϊ�ɷ��Ƚ���ʪ���Ƚ���Ŀǰ�������ײ��ϵ����ռ���Ŀǰ������ӵ�س���Ҳ��ʼ���ø��ٷ�ɢ�豸�����ø��ټ������ã�ʹ�ý��Ϸ�ɢ�ĸ��Ӿ��ȣ�������Ҳ���ٲ��ϳ��ҿ����˴����ĸ��ƽ��Ϸ�ɢ�е�������
�ڶ����������ص�����
������������ĵ缫��ɹ��̺����Ǿͽ��뵽������ӵ����������һ������——�����ص�������
ѹ����ѹ�Ƕ���Ϳ�õ����������Ͻ�����ѹʹ��ѹʵ���õ�������������ͭ���ϡ�
�У������Ƕ�����ѹ�õļ�Ƭ�����ձ����г�����
Ϊ�˷�ֹ��ɺ�ĵ缫�ٴ�����ˮ�֣������������������ڶ���Ҫ�ڸ�����ڽ��С�
���ζ�����ص�о������������Ҫ�������࣬һ���Ǿ��ƹ��գ����ֹ���һ��Ӧ����Բ���ε�ص������ϣ�ĿǰҲӦ���ڷ��ε�ص����������ϣ����ֹ��յ���Ҫ����������Ч�ʸߣ�����ʵ������������ȱ��Ҳ�����ԣ����ڵ�о��Ե�������ǶȱȽϴ�����������缫���飬����ȱ�ݣ��ر����ں�缫������£���һ���⽫��ĸ�������;
�ڶ����ǵ�Ƭ���գ���Ƭ������һ�ֱȽ�����Ĺ��գ���������Ƭ���Ȼ���г��У�����ض���״�ļ�Ƭ��Ȼ��ѡ���������߸�����Ƭ�ø�Ĥ�Ƴɷ�װ�����б�����Ȼ���ֹ����ߵ�Ƭ�����е�Ƭ�����ֹ��յ������Dz�������Ƭ�α䣬���Բ��ø���ĵ缫���������ڵ�Ƭ������һ���������Ĺ��̣���˵�Ƭ���յ�����Ч�ʱȽϵͣ��������ֹ��յij��ұȽ���;
��������Z�͵�Ƭ���գ����ֹ��ղ���������Ĥ�������кõ���������Ƭ�����ڸ�Ĥ�м䣬���ֹ����ڱ����˵�Ƭ���յ����ƵĻ����ϣ�Ҳ�������������̣����������Ч�ʣ�ĿǰҲ�бȽ϶��Ӧ�á�
�����õĵ�о����Ҫ���Ӽ������������ӷ�ʽ��Ҫ�Dz��ó������ӹ��գ����þ��ƹ��������ĵ�о���ܵ���о�ṹ�����Ƶ�����о�����ĺܺ����ͨ���Ὣ2-4����о�������Ӽ�������Ƭ���������ĵ�ؽṹ��û�����ƣ����һ�㶼�ǵ�����о���Ӽ�������һ���͵�����ǹ����Ӻü����ĵ�о������ϱ���Ĥ��װ�뵽������֮�У���Ǻ���Ҫ�Ѽ������ؿǵĸ����ϵ��������������ó�������í�ӵȹ���������һ��Ȼ��ص��ϸǺ����ͨ�����⺸�Ӻ���һ��
����ɺ��Ӻ�ͨ������Ҫ���м�©����������©�ʲ��ϸ�ĵ�����������ļ�©��������ֱѹ����ѹ�Ͳ�ѹ�ȷ��������õ��ܷ����DZ�֤����ӵ�����ܳ����ȶ��ɿ��Ĺؼ�����˵�ؼ�©Ҳ�Ƿ��ζ�����������бز����ٵ�һ�����ڡ�
������©ɸѡ�ĵ�ؽ������͵��˷dz���Ҫ��עҺ������������ӵ�صĵ��Һ��ˮ��ʮ�����У����עҺ���̱����ڸ�����ڲ����У�Ϊ�˸��Ƶ��Һ�Ľ���Ч����ͨ����Ҫ�������עҺ��
���Һ��ֽ���ĵ�������뵽�˻��ɹ�������Ҫ��ͨ���Ե�ؽ���С�����ij�ŵ磬�Ե�ؽ��л��
���⣬���ڵ��Һ�ֽ������ͨ���ᷢ�����������⣬������������ܻ�����ڵ�о�ڣ����µ��Һ����֣�����еij���Ϊ�˽����ɹ����еIJ����ų���Ҳ�Ὣ��ط�ڰ����ڻ���֮��
���ɺ�ĵ�ػ���Ҫ�����ϻ�����ν���ϻ����ǽ�����̬�ĵ����һ�����¶��½��и��ã����ù�������������ӵ���ڲ���һЩ����Ӧ���ᵼ�µ�ص����ѹ������ı仯��ͨ���Ե����ĵ�ѹ�������������ָ����м�أ��ܹ�������Щ�Էŵ粻�ϸ�����費�ϸ�ĵ�أ�����ߵ����ص�һ���ԣ�ͬʱ�ϻ����Ҳ�Ǻ����ĵ����ƥ�����Ҫ�ο����ݣ�Ϊ�˼��ٵ���ϻ����ٶȣ��������Ч�ʣ�����ͨ�����ڸ���(50-60��)�½����ϻ��������̵���ϻ�ʱ�䡣
���ģ��͵�������װ
����������ϻ���ͽ��뵽ģ����ϵĽΣ������֮ǰҪ���Ƚ���ɸѡ��Ҳ���Dz��Ե����ص���������̬����͵�ѹ�����ݣ�����ѡ���������һ�µĵ�ؽ���ƥ�䡣
һ����ĵ����ͨ�����ɶ�����ģ����ɣ�ÿ�����ģ�����ɶ�ֻ������ͨ�������Ͳ����ķ�ʽ��϶��ɣ������ܹ��������ģ��ĵ�ѹ�������ܹ��������ģ�����������Ϊ���ģ����е�����ƥ��ʱ��ѭ��ԭ��һ���Ǵ������ȿ����������Լ��ٵ�����ڳ�ŵ�����������ϵ͵�ģ�鷢��������߹��š����������ȿ������裬�����ڴ������ŵ�Ĺ�������Ϊ�����ֲ�������ɵ������С�ĵ�ط���������߹��š�
������˵����ص�ƥ��ͽ��뵽�˵��ģ�����Ϲ�����һ����ͨ���ǽ�ƥ��õĵ����ع̶���������ģ��ṹ��֮�У�Ȼ�����û����Ž������صĵ缫����������һ��
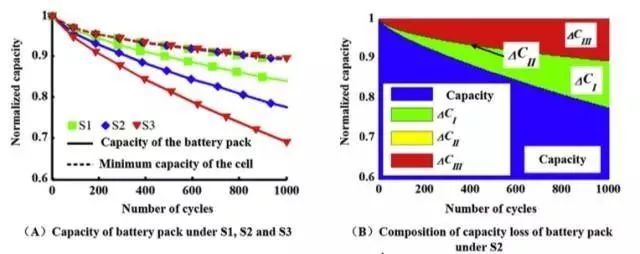
��Ȼ������еĵ����ض������˾��ĵ�ƥ�䣬�����ص������������һ���Զ��dz��ã�������ѭ���Ĺ������ڵ�����˥���ٶȵIJ�һ�£�Ҳ�ᵼ�µ�����ڵ����س��ֵ�ѹƫ�Ϊ�˼��ٵ�����ڵ����ز�һ���Ե����⣬ͨ�����ǻ����ڵ�����ڼ�����������ڵ�����ڲ��ֵ���ĵ�ѹƫ��ﵽһ���̶�ʱ�����ǻ������������õ�����ڵĵ����ػָ�һ�¡�
���������չ���ԭ��һ����Է�Ϊ��ɢ�;���ͷǺ�ɢ�;��⣬��ɢ�;���ṹ�������ֱ�ӽ�������е�ѹ�ϸߵĵ�طŵ磬����ת��Ϊ������ɢ������֮�У��Ǻ�ɢ�;�����Ƚϸ��ӣ���ѹ�ϸߵĵ����ص�����ͨ������������ѹ�ϵ͵ĵ�س�磬�Ӷ�ʵ�ֵ�����֮���ѹ�ľ��⡣
�������¶ȹ���Ҳ�Dz��ݺ��ӵ�һ���֣��¶���Ӱ������ӵ�����ܵ�һ���ؼ����أ��ر����ڵ�����ڵ���ڶ������£��ڳ�ŵ緢�ȵ�Ӱ���£��������µ�������¶ȷֲ������ȣ�Ӱ������ĵ����ܺͿɿ��ԡ�
ʵ����֤�����IJ�һ����
�����û�������һ�����������ͨ�����������ģ����ɣ���Щģ��ͨ�������ķ�ʽ������һ�����磬���㲻ͬʹ�ó���������
���⣬���ǻ���ҪΪ����鰲װ����ϵͳ��Ҳ��������ͨ����˵��BMS��BMS����Ҫ�����ǿ��Ƶ����ij�ŵ磬��ֹ��ط���������߹��ŵ����⣬�����Ҫ���������ľ���ϵͳ���ȹ���ϵͳ���������������ܺ�������Ϊ���������������İ�ȫ�ԣ����ǻ����ڵ�����ڼ���һЩ��ʧ��Ԥ�������װ�ã��Լ��ٵ������ʧ����ɵ�Σ����
��Դ:�й���Դ (���α༭��admin) |